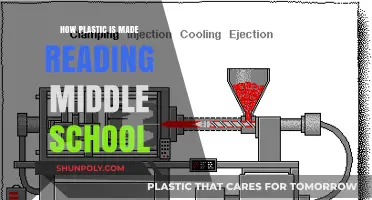
Plastic film, a versatile material used in packaging, agriculture, and various industries, is produced through a multi-step manufacturing process. It begins with the selection of raw materials, typically polyethylene or polypropylene resins, which are melted and extruded through a die to form a continuous sheet. This sheet is then stretched in both the machine and transverse directions to enhance its strength and flexibility, a process known as biaxial orientation. The film may undergo additional treatments such as coating, printing, or laminating to achieve specific properties like barrier protection, UV resistance, or aesthetic appeal. Finally, it is wound into rolls for distribution and further processing, ensuring a lightweight, durable, and cost-effective material for numerous applications.
| Characteristics | Values |
|---|---|
| Raw Materials | Polyethylene (PE), Polypropylene (PP), Polyvinyl Chloride (PVC), PET, etc. |
| Manufacturing Process | Extrusion (most common), Blow Molding, Casting, Biaxial Orientation (BOPP) |
| Extrusion Temperature | 180°C to 250°C (356°F to 482°F) depending on polymer type |
| Thickness Range | 0.005 mm to 0.25 mm (0.2 mils to 10 mils) |
| Width Range | 200 mm to 6000 mm (8 inches to 236 inches) |
| Additives | UV stabilizers, plasticizers, antioxidants, colorants, slip agents |
| Cooling Method | Air cooling, water bath, or chilled rollers |
| Orientation | Machine Direction (MD) and Transverse Direction (TD) for strength |
| Surface Treatment | Corona treatment, chemical coating, or plasma treatment for adhesion |
| Recyclability | Varies by type; PE and PP are widely recyclable, PVC less so |
| Applications | Packaging, agriculture, construction, medical, electronics |
| Environmental Impact | Non-biodegradable, contributes to plastic waste if not recycled |
| Global Production Volume | ~100 million metric tons annually (as of 2023) |
| Energy Consumption | High; extrusion requires significant thermal energy |
| Cost per kg | $1.50 to $5.00 depending on material and additives |
| Degradation Time | 20 to 500 years in the environment |
Explore related products




$128.03 $200


What You'll Learn
- Raw Material Selection: Choosing polyethylene resins based on desired film properties like strength, flexibility, and clarity
- Extrusion Process: Melting and shaping plastic pellets into thin, continuous sheets using extruders
- Cooling and Solidification: Rapidly cooling molten plastic to form a solid, uniform film structure
- Orientation Techniques: Stretching film to improve strength, transparency, and dimensional stability (biaxial or monoaxial)
- Finishing and Winding: Trimming, treating surfaces, and rolling film onto spools for packaging or further use
![]()
Raw Material Selection: Choosing polyethylene resins based on desired film properties like strength, flexibility, and clarity
Polyethylene resins are the backbone of plastic film manufacturing, and selecting the right type is critical to achieving desired film properties. The choice hinges on understanding the relationship between resin characteristics and end-use requirements. For instance, high-density polyethylene (HDPE) offers superior strength and rigidity, making it ideal for packaging applications like shopping bags or agricultural films. Conversely, low-density polyethylene (LDPE) excels in flexibility and clarity, often used in food packaging where transparency and ease of handling are essential. Linear low-density polyethylene (LLDPE) strikes a balance, combining moderate strength with flexibility, suitable for stretch wraps and industrial liners. Each resin type brings unique attributes to the table, and the selection process demands a clear understanding of the film’s intended purpose.
When choosing polyethylene resins, consider the molecular weight and branching of the polymer chains, as these factors directly influence film properties. Higher molecular weight resins generally yield stronger films but may compromise flexibility. For example, a film requiring high tensile strength, such as construction sheeting, might benefit from a metallocene-catalyzed LLDPE with a narrow molecular weight distribution. On the other hand, films needing superior optical clarity, like those used in food packaging, may require LDPE with low levels of branching. Manufacturers often blend different resins to tailor properties, such as combining HDPE with LDPE to enhance stiffness while maintaining some flexibility. This approach allows for customization, ensuring the film meets specific performance criteria without sacrificing other attributes.
The processing conditions during film extrusion also play a pivotal role in resin selection. Resins with lower melt indices are easier to process at higher speeds, reducing production time and costs. However, they may require more energy due to their higher viscosity. For instance, a resin with a melt index of 2 g/10 min is suitable for high-speed blown film extrusion, while a lower melt index of 0.5 g/10 min might be chosen for cast film processes where clarity is paramount. Additionally, additives like slip agents or antiblock agents can be incorporated to enhance processability and final film performance. Careful consideration of these factors ensures the selected resin not only meets property requirements but also aligns with manufacturing capabilities.
Finally, sustainability considerations are increasingly influencing raw material selection. Bio-based polyethylene resins, derived from renewable sources like sugarcane, offer a greener alternative without compromising performance. These resins can be drop-in replacements for traditional fossil-based polyethylene, making them an attractive option for brands aiming to reduce their carbon footprint. However, they may come at a higher cost, requiring a balance between environmental goals and economic feasibility. For example, a company producing consumer packaging might opt for a 30% bio-based LLDPE blend to achieve both sustainability targets and acceptable film properties. As the industry evolves, the integration of such innovative materials will become a key differentiator in raw material selection.
Tracing the Global Origins of Plastic Toothbrush Manufacturing
You may want to see also
Explore related products






![]()
Extrusion Process: Melting and shaping plastic pellets into thin, continuous sheets using extruders
The extrusion process is the backbone of plastic film production, transforming raw plastic pellets into the thin, flexible sheets used in everything from packaging to agriculture. At its core, this method relies on heat and pressure to melt and shape polymers, but the precision required is where its complexity lies. Pellets, typically made of polyethylene or polypropylene, are fed into a hopper, where they begin their journey through a series of heated barrels and screws. These screws, rotating at controlled speeds, not only move the material forward but also generate friction, raising the temperature to the polymer’s melting point—usually between 180°C and 250°C for polyethylene. This molten plastic is then forced through a die, a flat, slit-shaped opening that determines the film’s initial thickness and width.
One of the most critical aspects of extrusion is maintaining consistency in temperature and pressure, as even minor fluctuations can lead to defects like uneven thickness or surface imperfections. Modern extruders are equipped with advanced temperature control systems, often using multiple heating zones along the barrel to ensure gradual and uniform melting. The die gap, typically measured in microns, is adjusted to achieve the desired film thickness, which can range from 10 to 200 microns depending on the application. For example, food packaging films are often thinner (10–50 microns) to reduce material usage, while agricultural films are thicker (50–200 microns) for durability.
The molten plastic exiting the die is immediately cooled to solidify it into a film. This is done using a chilled roller or a water bath, with the cooling rate influencing the film’s properties. Rapid cooling, for instance, can enhance stiffness and clarity, while slower cooling may improve flexibility. After cooling, the film is stretched in both machine and transverse directions to improve strength and reduce thickness further. This step, known as biaxial orientation, is crucial for applications requiring high tensile strength, such as shrink wrap or labels.
Despite its efficiency, the extrusion process is not without challenges. Operators must monitor for issues like die lip buildup, which can cause edge defects, or melt fractures, resulting in a rough surface. Regular maintenance, including cleaning the die and screws, is essential to prevent these problems. Additionally, the choice of polymer and additives—such as UV stabilizers or plasticizers—can significantly impact the film’s performance and longevity. For instance, adding 1–3% slip agents can reduce friction during processing, while antioxidants extend the film’s shelf life by preventing degradation.
In conclusion, the extrusion process is a delicate balance of science and engineering, where precise control over temperature, pressure, and cooling transforms plastic pellets into versatile films. Its efficiency and scalability make it indispensable in modern manufacturing, but mastering its nuances requires both technical expertise and attention to detail. Whether producing lightweight packaging or heavy-duty agricultural covers, understanding and optimizing this process ensures the final product meets the exacting demands of its intended use.
From Bones to Metal: The Surprising History of Buttons Before Plastic
You may want to see also
Explore related products




![]()
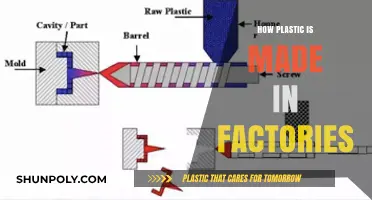
Cooling and Solidification: Rapidly cooling molten plastic to form a solid, uniform film structure
The transformation of molten plastic into a solid, uniform film hinges on precise cooling control. Too slow, and the material crystallizes unevenly, compromising strength and clarity. Too fast, and internal stresses warp the structure. Achieving the Goldilocks zone requires understanding the interplay of temperature, time, and material properties. For instance, polyethylene terephthalate (PET) films, commonly used in packaging, solidify optimally at cooling rates between 10°C/min and 50°C/min, depending on thickness. This narrow window highlights the criticality of process optimization.
Consider the chilling process as a race against molecular mobility. As molten plastic exits the extruder, its polymer chains are in a high-energy, disordered state. Rapid cooling freezes these chains in place before they can rearrange into large, brittle crystals. This amorphous structure is key to the film’s flexibility and transparency. Industrial chillers, often employing water or air as the cooling medium, must be calibrated to match the plastic’s thermal properties. For polypropylene (PP) films, a cooling rate of 20°C/min to 30°C/min is typical, ensuring a balance between speed and structural integrity.
However, cooling isn’t just about temperature—it’s also about uniformity. Uneven cooling leads to warping, thickness variations, and stress points. Advanced systems, such as calibrated rollers or multi-zone cooling chambers, address this by distributing heat extraction evenly across the film’s surface. For example, biaxially oriented polypropylene (BOPP) films, prized for their tensile strength and gloss, require simultaneous cooling in both machine and transverse directions. This dual-axis approach prevents shrinkage and ensures dimensional stability, critical for applications like food packaging and labels.
A cautionary note: over-reliance on rapid cooling can introduce brittleness, particularly in semi-crystalline polymers like polyethylene (PE). To mitigate this, some manufacturers incorporate annealing steps, briefly reheating the film to relieve internal stresses. This post-cooling treatment, though time-consuming, enhances ductility and impact resistance. For instance, PE films used in agricultural mulch are often annealed at 110°C for 10–15 seconds, striking a balance between rigidity and flexibility.
In practice, mastering cooling and solidification demands a blend of science and art. Operators must monitor variables like melt temperature, line speed, and ambient humidity, adjusting parameters in real time. For small-scale producers, investing in temperature-sensing probes and automated feedback systems can yield significant quality improvements. Larger operations might explore innovations like laser-assisted cooling, which offers micron-level precision. Ultimately, the goal is to create a film that’s not just solid, but uniformly so—a feat achievable only through meticulous control of this critical phase.
Unveiling the Surprising Origins of the Plastic Word Stacks Phenomenon
You may want to see also
Explore related products

$31.13 $34.95





![]()
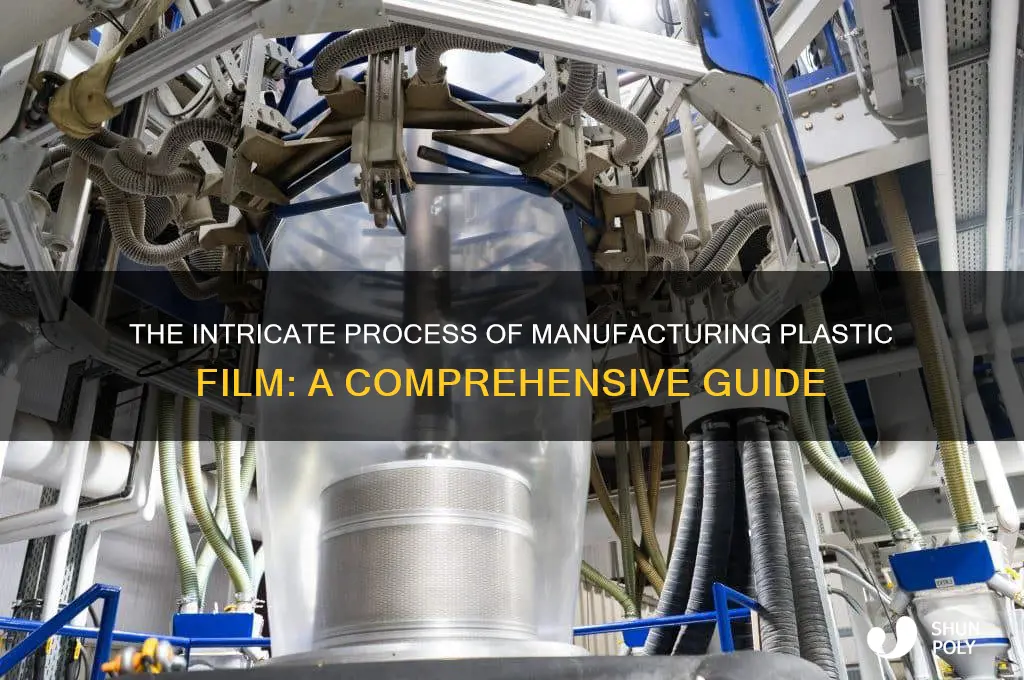
Orientation Techniques: Stretching film to improve strength, transparency, and dimensional stability (biaxial or monoaxial)
Plastic film, a ubiquitous material in packaging, agriculture, and consumer goods, owes much of its versatility to orientation techniques. Stretching the film during manufacturing—either monoaxially (in one direction) or biaxially (in two directions)—transforms its molecular structure, enhancing strength, transparency, and dimensional stability. This process, known as orientation, aligns polymer chains, reducing randomness and creating a more ordered arrangement. The result? A film that is tougher, clearer, and less prone to deformation under stress.
Consider the biaxial orientation process, a cornerstone of producing films like BOPP (biaxially oriented polypropylene) and PET (polyethylene terephthalate). Here, the extruded film is first heated to its softening point, typically between 120°C and 160°C for polypropylene, depending on the grade. It is then stretched simultaneously or sequentially in both the machine direction (MD) and the transverse direction (TD). The degree of stretching, often expressed as a stretch ratio (e.g., 5x in MD and 8x in TD), determines the film’s final properties. Overstretching risks tearing, while understretching fails to achieve optimal alignment. The stretched film is immediately cooled to "freeze" the oriented structure, ensuring dimensional stability.
Monoaxial orientation, in contrast, stretches the film in only one direction, usually the machine direction. This technique is simpler and faster, making it cost-effective for applications like shrink films or agricultural mulch. However, the resulting film is less balanced in properties compared to biaxially oriented films. For instance, monoaxially oriented polyethylene (MDO-PE) exhibits excellent MD strength but limited TD performance. Manufacturers often choose this method when specific directional properties are required, sacrificing isotropy for efficiency.
The benefits of orientation extend beyond mechanical properties. Stretching increases the film’s crystallinity, improving its barrier properties and heat resistance. Transparency is enhanced as light scattering decreases due to the aligned polymer chains. For example, BOPP films achieve a haze level below 2%, making them ideal for high-clarity packaging. Dimensional stability ensures the film retains its shape under varying environmental conditions, a critical factor in applications like labels or laminates.
Practical tips for optimizing orientation include precise temperature control during stretching—deviations of even 5°C can alter the film’s properties significantly. Tension must be evenly distributed to avoid necking or tearing. Post-stretching annealing can further refine the film’s structure, reducing internal stresses. For biaxial orientation, sequential stretching (MD first, followed by TD) often yields better control over thickness uniformity compared to simultaneous stretching.
In summary, orientation techniques are a transformative step in plastic film manufacturing. By carefully stretching the film, either monoaxially or biaxially, producers can tailor its strength, transparency, and stability to meet specific application demands. Mastery of this process requires attention to detail, from temperature and tension to stretch ratios, but the payoff is a material that excels in both performance and versatility.
Understanding Plastic Radiator Materials: Composition and Manufacturing Insights
You may want to see also
Explore related products






![]()
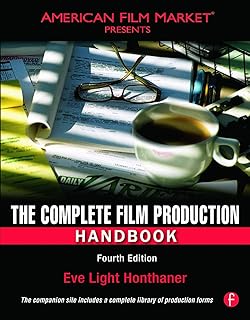
Finishing and Winding: Trimming, treating surfaces, and rolling film onto spools for packaging or further use
The final stages of plastic film production are where precision meets practicality. After the film has been extruded, cooled, and potentially treated with additives, it enters the finishing and winding phase. This is where the film is trimmed to the desired width, its surface is treated for specific applications, and it is carefully rolled onto spools for packaging or further processing. Each step is critical to ensuring the film meets the exacting standards required for its intended use, whether it’s in food packaging, industrial applications, or consumer goods.
Trimming is the first step in this phase, where the film is cut to the required width using precision slitting machines. These machines can handle widths ranging from a few millimeters to several meters, depending on the application. For example, films used in snack packaging might be trimmed to 300 mm, while agricultural films could be as wide as 12 meters. The slitting process must be precise to avoid edge defects, which can compromise the film’s performance. Modern slitters often incorporate laser or ultrasonic cutting technologies to ensure clean, consistent edges, reducing waste and improving yield.
Surface treatment is another crucial step, particularly for films that require enhanced properties such as adhesion, printability, or barrier performance. Common treatments include corona discharge, which increases surface energy by oxidizing the film’s surface, making it more receptive to inks, adhesives, and coatings. For example, a corona treatment of 40–60 dynes/cm is typically sufficient for polyethylene films to achieve good ink adhesion. Another method is plasma treatment, which is more aggressive and suitable for films requiring higher surface energy, such as those used in medical packaging. These treatments are applied in controlled environments to ensure consistency and avoid contamination.
Once trimmed and treated, the film is wound onto spools or cores using high-speed winding machines. The winding process must be carefully managed to prevent tension variations, which can cause defects like telescoping or edge curl. Tension control systems, such as dancer rolls or feedback loops, are employed to maintain uniform tension across the entire roll. For instance, a typical winding tension for a 20-micron polyethylene film might range from 10 to 20 Newtons, depending on the film’s elasticity and end-use requirements. Proper winding ensures the film can be easily unwound during downstream processes, such as printing or lamination.
Finally, the finished rolls are inspected for quality and prepared for packaging or shipment. This includes checking for defects like gel particles, thickness variations, or winding issues. Rolls are often wrapped in protective materials, such as stretch film or paper, to prevent contamination and damage during transport. For specialized applications, additional steps like labeling or coding may be required to ensure traceability and compliance with industry standards. By meticulously executing these finishing and winding steps, manufacturers ensure that the plastic film is ready to perform reliably in its intended application, from protecting food to enhancing industrial processes.
Unveiling the Plastic Composition of Xbox Controllers: A Material Analysis
You may want to see also
Frequently asked questions
Plastic film is typically made from polymers such as polyethylene (PE), polypropylene (PP), polyester (PET), or polyvinyl chloride (PVC). These materials are derived from petrochemicals and can be processed into thin, flexible sheets.
Plastic film is manufactured through processes like extrusion, where molten polymer is forced through a die to create a thin, continuous sheet. It can also be produced via blowing (blown film extrusion) or casting, depending on the desired properties and application.
Blown film is created by extruding a tube of molten plastic, inflating it like a bubble, and then collapsing it into a flat film. Cast film is made by extruding the plastic onto a chilled roller, which solidifies it into a flat sheet. Blown film is more flexible, while cast film offers better clarity and thickness consistency.
Yes, many types of plastic film, such as polyethylene (PE) and polypropylene (PP), can be recycled. However, recycling depends on the specific material, local recycling facilities, and the cleanliness of the film. Contaminants like food residue can hinder the recycling process.
Plastic film is widely used in packaging (e.g., food wraps, bags, and pouches), agriculture (e.g., greenhouse covers, mulch films), construction (e.g., vapor barriers, insulation), and medical applications (e.g., sterile packaging, disposable gloves). Its versatility makes it essential in various industries.