Plastic instruments are crafted through a multi-step manufacturing process that begins with the selection of high-quality, durable plastic materials, such as ABS or polycarbonate. The chosen material is then heated and molded into the desired shape using techniques like injection molding, where molten plastic is injected into a precision-designed mold under high pressure. Once cooled and solidified, the molded instrument undergoes finishing processes, including sanding, polishing, and painting, to achieve a smooth and aesthetically pleasing surface. Additional steps, such as tuning and assembly of components like keys or strings, are performed to ensure the instrument is functional and ready for use. This combination of material selection, molding, and post-processing results in lightweight, affordable, and versatile plastic instruments suitable for musicians of all levels.
| Characteristics | Values |
|---|---|
| Raw Materials | Thermoplastics (e.g., ABS, Polypropylene, PVC), additives (colorants, stabilizers) |
| Manufacturing Process | Injection Molding, Blow Molding, Rotational Molding, 3D Printing |
| Mold Design | Precision-engineered molds with instrument-specific cavities |
| Temperature Control | 180°C–260°C (356°F–500°F) depending on plastic type |
| Cooling Time | 10–30 seconds for small instruments, up to 5 minutes for larger items |
| Post-Processing | Trimming, polishing, assembly (if multi-part), quality inspection |
| Surface Finish | Smooth, matte, or textured finishes achieved via mold design or coating |
| Durability | Impact-resistant, lightweight, less prone to cracking compared to wood/metal |
| Environmental Impact | Recyclable materials increasingly used; energy-efficient manufacturing |
| Cost Efficiency | Lower production costs compared to traditional materials (wood, metal) |
| Customization | Easy to produce custom shapes, colors, and sizes |
| Applications | Educational instruments, toys, professional-grade lightweight options |
| Quality Standards | ISO 9001, ASTM, and industry-specific certifications |
| Lifecycle | Designed for longevity; recyclable at end-of-life |
Explore related products






What You'll Learn
- Material Selection: Choosing suitable plastics like ABS or PVC for durability and sound quality
- Mold Design: Creating precise molds to shape instruments with accurate dimensions and details
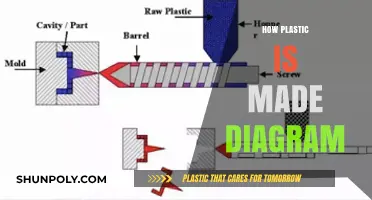
- Injection Molding: Melting plastic, injecting it into molds, and cooling to form instrument parts
- Assembly Process: Joining molded parts using adhesives, screws, or ultrasonic welding for final structure
- Finishing Techniques: Sanding, polishing, and painting to enhance appearance and smooth surfaces
![]()
Material Selection: Choosing suitable plastics like ABS or PVC for durability and sound quality
The choice of plastic in instrument manufacturing is a critical decision that directly impacts both the durability and acoustic performance of the final product. ABS (Acrylonitrile Butadiene Styrene) and PVC (Polyvinyl Chloride) are two of the most commonly used plastics in this context, each offering distinct advantages and trade-offs. ABS, known for its toughness and impact resistance, is frequently employed in the production of wind instruments like clarinets and recorders. Its ability to withstand physical stress without cracking makes it ideal for instruments that are often handled and played by younger musicians or in educational settings. PVC, on the other hand, is valued for its rigidity and cost-effectiveness, making it a popular choice for larger instruments such as tubas or certain percussion components. However, the selection between these materials is not merely a matter of preference but a careful consideration of the instrument’s intended use, target audience, and desired sound quality.
When evaluating ABS for instrument manufacturing, its lightweight nature and ease of molding are significant advantages. These properties allow for intricate designs and ergonomic shapes that enhance playability. For instance, ABS flutes and saxophones often feature smooth, curved surfaces that are comfortable to hold and manipulate. However, ABS can be prone to warping under extreme temperatures, which may affect tuning stability over time. To mitigate this, manufacturers often blend ABS with additives or use reinforced variants to improve thermal resistance. Additionally, ABS’s slightly flexible nature can influence sound production, imparting a warmer, more mellow tone compared to stiffer materials. This characteristic is particularly desirable in woodwind instruments, where tonal richness is a priority.
PVC, while less flexible than ABS, offers superior structural integrity and resistance to environmental factors such as moisture and chemicals. This makes it an excellent choice for instruments exposed to harsh conditions, such as outdoor performances or storage in humid environments. PVC’s rigidity also contributes to a brighter, more projecting sound, which is advantageous in brass instruments or drums where clarity and volume are essential. However, its brittleness can be a drawback, especially in thinner sections of an instrument, where it may be more susceptible to cracking under pressure. Manufacturers often address this by incorporating plasticizers into the PVC formulation, which enhance flexibility without compromising strength. Despite these modifications, PVC remains a more cost-effective option, making it accessible for mass-produced or budget-friendly instruments.
The decision between ABS and PVC ultimately hinges on balancing durability, sound quality, and cost. For educational institutions or beginner musicians, ABS instruments offer a durable, lightweight, and tonally pleasing option that can withstand the rigors of frequent use. In contrast, PVC instruments are better suited for environments demanding robustness and a brighter acoustic profile, albeit with a slightly higher risk of brittleness. Advanced manufacturing techniques, such as co-extrusion or composite layering, can further refine the properties of these plastics, allowing for hybrid solutions that combine the best of both worlds. For example, a clarinet might feature an ABS body for flexibility and a PVC joint for added strength, optimizing both durability and sound.
In practice, material selection should be guided by specific instrument requirements and user needs. For instance, a marching band instrument would benefit from PVC’s weather resistance, while a student recorder would prioritize ABS’s impact resistance and warm tone. Manufacturers can also provide care instructions tailored to the material, such as avoiding extreme temperatures for ABS or using protective cases for PVC instruments to prevent cracking. By understanding the unique properties of ABS and PVC, instrument makers can create products that not only meet functional demands but also deliver a satisfying musical experience. This thoughtful approach ensures that plastic instruments are not just affordable alternatives but viable, high-quality options in their own right.
Understanding the Types of Plastic Used in Kitchen Appliances
You may want to see also
Explore related products






![]()
Mold Design: Creating precise molds to shape instruments with accurate dimensions and details
Mold design is the cornerstone of precision in plastic instrument manufacturing, where the slightest deviation can compromise functionality. The process begins with CAD modeling, where engineers create a digital blueprint of the instrument, accounting for wall thickness, draft angles, and undercuts. This model is then used to fabricate the mold, typically from hardened steel or aluminum, ensuring durability for thousands of cycles. For example, a flute’s embouchure hole requires a tolerance of ±0.05 mm to maintain proper airflow, a detail achieved only through meticulous mold design. Without this precision, the instrument’s acoustic or ergonomic qualities would suffer, rendering it unusable.
The material selection for the mold is equally critical, as it dictates both cost and performance. Steel molds, while expensive, offer longevity and dimensional stability, making them ideal for high-volume production. Aluminum molds, lighter and easier to machine, are cost-effective for prototypes or smaller runs. For intricate instruments like a plastic violin, a multi-cavity mold with sliding cores may be employed to create internal voids or complex geometries. However, this complexity increases the risk of misalignment, necessitating advanced techniques like computerized numerical control (CNC) machining to ensure each component fits seamlessly.
Cooling systems within the mold are often overlooked but play a pivotal role in maintaining dimensional accuracy. Uneven cooling can cause warping or shrinkage, particularly in thin-walled sections like a recorder’s fipple. Mold designers incorporate conformal cooling channels, guided by simulation software, to distribute heat uniformly. For instance, a trumpet’s bell flare requires a cooling time of 15–20 seconds to prevent distortion, a parameter fine-tuned during the design phase. This attention to thermal management ensures the final product meets stringent quality standards.
Finally, surface finishing of the mold directly impacts the instrument’s aesthetic and tactile qualities. A polished mold surface with a mirror finish (Ra < 0.4 μm) produces a glossy, professional-looking instrument, while textured finishes can enhance grip or mimic traditional materials. For a plastic guitar, the fretboard’s texture must balance playability with visual appeal, a detail achieved by applying specialized coatings or laser etching the mold surface. This step bridges functionality and artistry, proving that mold design is as much about craftsmanship as it is about engineering.
Understanding White Plastic Gears: Materials, Composition, and Common Uses
You may want to see also
Explore related products






![]()
Injection Molding: Melting plastic, injecting it into molds, and cooling to form instrument parts
Injection molding stands as a cornerstone in the manufacturing of plastic instruments, offering precision, scalability, and cost-effectiveness. The process begins with raw plastic pellets, which are fed into a heated barrel where they melt at temperatures ranging from 150°C to 300°C, depending on the polymer type. This molten plastic, now a viscous fluid, is then injected under high pressure into a mold cavity designed to the exact specifications of the instrument part. For example, a flute’s mouthpiece or a guitar’s pickguard requires molds with tolerances as tight as ±0.05 mm to ensure functionality and aesthetic appeal.
The mold itself is a marvel of engineering, often made from hardened steel or aluminum to withstand the repeated cycles of heat and pressure. Once the molten plastic fills the cavity, it begins to cool rapidly, a process accelerated by cooling channels embedded within the mold. This phase is critical; improper cooling can lead to warping or internal stresses that compromise the part’s integrity. For instance, a clarinet’s reed holder must cool uniformly to maintain its structural stability and airtight seal. Manufacturers often use simulation software to optimize cooling times, ensuring each part meets stringent quality standards.
One of the key advantages of injection molding is its ability to produce complex geometries in a single operation. This is particularly beneficial for musical instruments, which often feature intricate designs. For example, a trumpet’s valve casing or a saxophone’s key mechanism can be molded with internal channels and external contours in one step, reducing assembly time and material waste. However, this efficiency comes with challenges. Designers must account for draft angles (typically 1° to 2°) to allow the part to eject cleanly from the mold, and gate placement—where the plastic enters the mold—must be strategically chosen to avoid visible marks on the final product.
Despite its precision, injection molding is not without limitations. The initial cost of mold fabrication can be substantial, often ranging from $10,000 to $50,000, depending on complexity. This makes it most suitable for high-volume production runs. For small-scale manufacturers or custom instrument makers, this barrier can be prohibitive. Additionally, not all plastics are ideal for injection molding. Thermoplastics like ABS, polypropylene, and nylon are commonly used due to their melt flow properties, while thermosets are less compatible. Material selection must align with the instrument’s functional requirements, such as durability, weight, and acoustic properties.
In practice, injection molding is a symphony of science and art. Operators must fine-tune parameters such as injection speed, pressure, and cooling time to achieve consistent results. For instance, a slower injection speed can reduce air traps in thin-walled parts like a recorder’s body, while higher pressure ensures complete filling of intricate details. Post-molding operations, such as trimming gates or surface finishing, may be necessary to meet the exacting standards of musical instruments. When executed correctly, injection molding transforms raw plastic into precision components that resonate with both craftsmanship and innovation.
Unveiling the Material Composition of Plastic Prints: A Comprehensive Guide
You may want to see also
Explore related products






![]()
Assembly Process: Joining molded parts using adhesives, screws, or ultrasonic welding for final structure
The assembly phase is where individual plastic components transform into a cohesive instrument, and the choice of joining method is critical. Adhesives, screws, and ultrasonic welding each offer distinct advantages and considerations. Adhesives, for instance, provide a seamless finish, ideal for aesthetic instruments like flutes or clarinets. Cyanoacrylate adhesives, known for their rapid curing time (typically 10-30 seconds), are commonly used for their strength and ease of application. However, they require precise surface preparation—ensuring parts are clean, dry, and slightly roughened for optimal bonding.
In contrast, screws offer a more traditional and mechanically robust solution, particularly for larger instruments like plastic guitars or keyboards. Self-tapping screws are often preferred for their ability to create threads directly in the plastic, reducing the need for pre-drilling. A key caution here is to avoid over-tightening, as plastic can crack under excessive pressure. Using a torque screwdriver set to a specific limit (e.g., 1-2 Nm for small instruments) ensures consistency and prevents damage.
Ultrasonic welding stands out as a modern, efficient method, particularly suited for mass production. This process uses high-frequency vibrations to melt and fuse plastic parts together, creating a strong, hermetic seal. It’s commonly used in assembling plastic recorders or harmonicas, where precision and airtightness are essential. The process requires careful tuning of parameters like amplitude (typically 20-40 kHz), pressure, and welding time (often 1-3 seconds) to avoid deformation or weak joints.
Comparing these methods, adhesives excel in aesthetics and simplicity but may lack the durability of mechanical or welded joints. Screws provide reliability and ease of disassembly for repairs but can mar the instrument’s appearance. Ultrasonic welding offers speed and strength but demands specialized equipment and expertise. The choice ultimately depends on the instrument’s design, intended use, and production scale.
For practical implementation, consider the following: adhesives are best for small, delicate parts where appearance matters; screws are ideal for larger, modular designs requiring occasional maintenance; and ultrasonic welding is the go-to for high-volume manufacturing of airtight instruments. Each method requires careful planning and execution to ensure the final product meets functional and aesthetic standards. By understanding these nuances, manufacturers can select the most appropriate assembly process for their plastic instruments.
Understanding the Plastic Materials Used in Cat Litter Boxes
You may want to see also
Explore related products






![]()
Finishing Techniques: Sanding, polishing, and painting to enhance appearance and smooth surfaces
Sanding is the first critical step in refining the surface of plastic instruments, transforming raw, injection-molded parts into smooth, professional-grade components. Begin with coarse-grit sandpaper (120–240 grit) to remove mold lines, burrs, and imperfections, then progress to finer grits (400–800 grit) for a uniform finish. For intricate areas like fingerboards or keyholes, use sanding sponges or folded paper to maintain precision. Always sand in the direction of the grain (if applicable) to avoid scratches, and regularly wipe the surface with a damp cloth to monitor progress. This stage is essential for ensuring adhesives, paints, or coatings adhere properly in subsequent steps.
Polishing elevates the instrument’s aesthetic and tactile appeal, creating a glossy or matte finish depending on the desired effect. Apply a plastic-compatible polishing compound with a soft cloth or buffing wheel, working in circular motions to distribute the product evenly. For high-gloss finishes, use a machine polisher at low to medium speed (1,000–2,000 RPM) to avoid overheating the plastic. Matte finishes require a light touch and finer abrasives to achieve a subtle, non-reflective surface. Test on a small area first to ensure compatibility, as some plastics may react differently to polishing agents. This step not only enhances appearance but also reduces friction on moving parts, improving functionality.
Painting is both a decorative and protective measure, adding color, branding, or thematic designs while shielding the plastic from UV damage and wear. Start by applying a primer specifically formulated for plastics (e.g., polyurethane or epoxy-based) to ensure paint adhesion. Use spray paint for even coverage, holding the can 6–8 inches away and applying thin, overlapping coats to prevent drips. Allow each layer to dry completely (typically 15–30 minutes) before adding the next. For detailed designs, masking tape and stencils can create sharp edges. Finish with a clear coat to seal the paint and add durability, especially for instruments exposed to frequent handling or outdoor use.
Each finishing technique requires careful material selection to match the plastic type. ABS and polycarbonate, for instance, respond well to sanding and polishing but may require specialized primers for painting. Avoid aggressive sanding on thin or brittle plastics, as it can cause warping or cracking. When polishing, monitor temperature to prevent melting, and always work in a well-ventilated area when painting to avoid inhaling fumes. Combining these techniques thoughtfully ensures not only a visually appealing instrument but also one that feels comfortable and performs reliably in the hands of musicians.
What Type of Plastic is Used for Car Door Handles?
You may want to see also
Frequently asked questions
Plastic instruments are typically made from thermoplastics such as ABS (Acrylonitrile Butadiene Styrene), PVC (Polyvinyl Chloride), or polypropylene. These materials are chosen for their durability, lightweight nature, and ease of molding.
Plastic instruments are usually manufactured using injection molding. The process involves heating plastic pellets until they melt, then injecting the molten plastic into a mold shaped like the instrument. Once cooled, the plastic solidifies, and the instrument is removed from the mold, ready for finishing.
While plastic instruments may not match the longevity of high-quality wood or metal instruments, they are designed to be durable and resistant to damage from moisture, temperature changes, and rough handling. They are often preferred for educational or outdoor use due to their affordability and low maintenance.