Plastic jugs are manufactured through a multi-step process that begins with the selection of raw materials, typically high-density polyethylene (HDPE) or polyethylene terephthalate (PET). The chosen plastic resin is first heated to its melting point and then injected into a mold shaped like the jug, where it cools and solidifies. This method, known as injection molding, ensures precision and consistency in the jug’s design. After molding, the jug undergoes additional processes such as blow molding for larger containers, trimming to remove excess material, and quality control checks to ensure durability and functionality. Finally, the jugs are often treated with additives for UV protection or other enhancements before being packaged for distribution. This efficient manufacturing process allows for the mass production of plastic jugs, making them widely available for various applications, from household use to industrial storage.
Explore related products






What You'll Learn
- Material Selection: Choosing PET or HDPE resins for durability, clarity, and recyclability in jug production
- Mold Design: Creating precise molds to shape jugs with handles, necks, and bases
- Blow Molding Process: Heating plastic, inflating it in molds to form hollow jug structures
- Cooling and Trimming: Rapid cooling to solidify jugs, followed by trimming excess material
- Quality Control: Inspecting jugs for defects, ensuring proper sealing, and labeling for distribution
![]()
Material Selection: Choosing PET or HDPE resins for durability, clarity, and recyclability in jug production
PET and HDPE resins dominate the plastic jug market, each offering distinct advantages in durability, clarity, and recyclability. PET (polyethylene terephthalate) excels in clarity, making it ideal for products where visual appeal is crucial, such as juice or detergent jugs. Its glass-like transparency allows consumers to see the contents, enhancing trust and marketability. However, PET is less impact-resistant than HDPE, making it less suitable for heavy-duty applications or environments prone to rough handling. HDPE (high-density polyethylene), on the other hand, boasts superior durability and impact resistance, making it the go-to choice for milk jugs, chemical containers, and other products requiring robustness. Its opaque or translucent nature, while less visually appealing, aligns with functional needs where clarity is secondary.
When prioritizing recyclability, both materials shine but in different ways. PET is widely recycled and falls under the #1 resin identification code, ensuring high demand in recycling streams. However, its recycling process often degrades its quality, limiting its use in food-grade applications post-recycling. HDPE, identified by the #2 code, is also highly recyclable and retains its properties better through multiple recycling cycles, making it a more sustainable choice for long-term reuse. Manufacturers must weigh these factors against their product’s lifecycle and end-use requirements.
For jug production, the choice between PET and HDPE hinges on specific performance needs. If clarity is paramount, PET’s transparency cannot be matched, but its lower durability may require additional design considerations, such as thicker walls or protective packaging. HDPE, while lacking in clarity, offers unmatched toughness, making it ideal for products that endure rough handling or outdoor exposure. For instance, a detergent jug might prioritize HDPE’s durability over PET’s clarity, while a premium beverage jug would favor PET’s visual appeal.
Practical tips for material selection include evaluating the product’s intended use, distribution environment, and consumer expectations. For example, a jug designed for children’s products might benefit from HDPE’s shatter resistance, while a high-end cosmetic container could leverage PET’s aesthetic appeal. Additionally, consider the recycling infrastructure in your target market—PET’s recyclability is advantageous in regions with robust #1 plastic recycling programs, whereas HDPE’s versatility shines in areas with strong #2 plastic processing capabilities.
In conclusion, the decision between PET and HDPE resins is not one-size-fits-all. By carefully analyzing durability, clarity, and recyclability in the context of your product’s specific needs, manufacturers can select the material that best aligns with both functional requirements and sustainability goals. This thoughtful approach ensures not only a superior end product but also a reduced environmental footprint.
Understanding the Materials Behind Plastic Water Jugs: A Comprehensive Guide
You may want to see also
Explore related products






![]()
Mold Design: Creating precise molds to shape jugs with handles, necks, and bases
The precision of mold design is critical in shaping plastic jugs with handles, necks, and bases. Each component requires careful consideration to ensure functionality, durability, and aesthetic appeal. For instance, the handle must be ergonomically designed to withstand the weight of the filled jug while remaining comfortable to grip. Similarly, the neck’s diameter and threading must align perfectly with standard caps to prevent leaks. The base, often overlooked, must provide stability and resist deformation under pressure. Achieving these specifications demands molds engineered with micron-level accuracy, often using computer-aided design (CAD) software to model every contour and angle.
Creating such molds involves a multi-step process that begins with material selection. Steel, particularly hardened tool steel, is commonly used for its durability and ability to maintain sharp details over thousands of cycles. Aluminum, while less durable, offers faster machining and is suitable for prototypes or shorter production runs. Once the material is chosen, CNC machining carves the mold’s negative shape, ensuring that every curve and edge aligns with the jug’s design. Cooling channels are integrated into the mold to regulate temperature during injection molding, preventing warping or uneven curing of the plastic. This step is crucial, as improper cooling can lead to defects like sink marks or voids.
One of the most challenging aspects of mold design is accommodating the jug’s undercuts, particularly in the handle and neck areas. These features require sliding or collapsible mold components that move independently to release the part without damaging it. For example, a jug handle might necessitate a side-core mechanism that retracts after the plastic solidifies. Such complexities increase production costs but are essential for achieving the desired shape. Mold designers must also account for shrinkage rates of different plastics, typically 0.5% to 2%, to ensure the final product matches the intended dimensions.
Testing and refinement are integral to mold design. Initial prototypes are often produced using 3D-printed molds or softer materials to identify flaws before committing to expensive steel tooling. Common issues include uneven wall thickness, which can cause weak spots, or insufficient draft angles, making part ejection difficult. Once the mold is finalized, it undergoes rigorous testing to ensure it can withstand the high pressures (up to 20,000 psi) and temperatures (200°C to 300°C) of injection molding. Proper maintenance, such as regular cleaning and lubrication, extends the mold’s lifespan, ensuring consistent quality over millions of cycles.
In conclusion, mold design is a blend of art and science, requiring meticulous planning and execution. From material selection to undercut solutions, every decision impacts the jug’s final form and function. By leveraging advanced technologies and iterative testing, manufacturers can create molds that produce jugs with precise handles, necks, and bases, meeting both practical and aesthetic demands. This attention to detail not only enhances product quality but also optimizes production efficiency, reducing waste and costs in the long run.
Detergent Containers: Unveiling the Plastic Types Behind Their Construction
You may want to see also
Explore related products






![]()
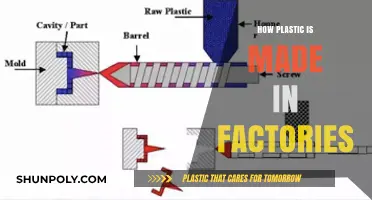
Blow Molding Process: Heating plastic, inflating it in molds to form hollow jug structures
The blow molding process begins with precision heating, a critical step that transforms rigid plastic pellets into a malleable state. The material, typically high-density polyethylene (HDPE), is fed into an extruder where it’s heated to 190–210°C (374–410°F). This temperature range ensures the plastic softens without degrading, achieving a honey-like viscosity ideal for molding. Too low, and the plastic remains brittle; too high, and it risks burning. This stage demands tight control to guarantee consistency in the final product.
Once heated, the plastic is extruded into a hollow tube called a parison, which is swiftly clamped between two mold halves. The mold, preheated to 50–70°C (122–158°F), prevents the plastic from cooling too quickly and maintains its formability. A high-pressure air stream, typically 10–15 bar, is then injected into the parison, inflating it like a balloon until it conforms to the mold’s interior walls. This inflation process takes mere seconds, requiring precise timing to avoid uneven thickness or weak spots in the jug structure.
The mold design plays a pivotal role in determining the jug’s final shape and functionality. For example, a mold with a tapered neck and ergonomic handle will produce a jug optimized for pouring and gripping. During inflation, the plastic stretches and thins, but strategic mold contours ensure material distribution remains uniform. Advanced molds may incorporate cooling channels to accelerate solidification, reducing cycle times from 30 seconds to as little as 10 seconds for high-volume production.
Post-inflation, the mold cools the plastic to below its glass transition temperature (around 100°C or 212°F), locking the jug into its final shape. Once solidified, the mold halves separate, and the jug is ejected. This stage often includes automated quality checks, such as thickness measurements and leak tests, to ensure compliance with standards like ASTM D1980 for plastic containers. Defective units are recycled back into the production stream, minimizing waste.
Compared to injection molding, blow molding excels in creating hollow, seamless structures with minimal material waste. It’s the go-to method for manufacturing jugs, bottles, and containers across industries, from household chemicals to food packaging. However, it’s less suited for intricate designs or multi-layered materials. For manufacturers, mastering this process involves balancing speed, temperature, and pressure to optimize efficiency without compromising quality. Practical tips include pre-drying plastic pellets to prevent moisture-induced defects and using nitrogen instead of air for inflation to reduce oxidation risks.
Is Plastic a Chemically Derived Substance? Unraveling Its Composition
You may want to see also
Explore related products






![]()
Cooling and Trimming: Rapid cooling to solidify jugs, followed by trimming excess material
Rapid cooling is a critical step in the plastic jug manufacturing process, transforming molten plastic into a solid, functional container. The moment the heated plastic is injected into the mold, the countdown begins. Cooling too slowly can lead to warping or uneven walls, while cooling too quickly can introduce internal stresses that compromise the jug’s integrity. Manufacturers typically use a combination of chilled water or air circulated through the mold to achieve uniform cooling. For high-density polyethylene (HDPE) jugs, the cooling time ranges from 10 to 30 seconds, depending on the jug’s size and wall thickness. This precision ensures the jug retains its shape and structural strength, ready for the next phase: trimming.
Trimming excess material is where the jug transitions from a rough, molded piece to a finished product. The process begins with the removal of the sprue—the channel through which molten plastic enters the mold—and any excess plastic that forms around the jug’s neck or base. Automated trimming machines use sharp, high-speed blades to cut away these remnants with millimeter precision. For example, a 5-gallon HDPE jug might have up to 20 grams of excess material trimmed off, which is then recycled back into the production line. This step not only ensures a clean, professional appearance but also eliminates sharp edges that could pose safety risks to consumers.
Comparing cooling and trimming to other stages of jug production highlights their efficiency and necessity. While injection molding shapes the jug, cooling solidifies its form, and trimming refines it. Skipping or rushing these steps would result in defective products: jugs that leak, crack under pressure, or fail to meet regulatory standards. For instance, a study by the Plastics Industry Association found that improper cooling accounts for 30% of defects in plastic containers, underscoring the importance of this often-overlooked phase. Trimming, though seemingly minor, is equally vital, as it directly impacts the jug’s functionality and marketability.
From a practical standpoint, optimizing cooling and trimming can significantly reduce production costs and environmental impact. Rapid cooling minimizes cycle times, allowing manufacturers to produce more jugs per hour. Meanwhile, efficient trimming reduces waste, as the excess material can be regrinded and reused in subsequent batches. For small-scale producers, investing in programmable cooling systems and automated trimming machines can yield a return within 6–12 months through increased output and reduced material costs. Even DIY enthusiasts creating custom molds can benefit from these principles by using simple cooling techniques, like water baths, and handheld trimming tools for precision finishing.
In conclusion, cooling and trimming are not just steps in the process—they are the final polish that turns raw potential into a reliable product. By mastering these techniques, manufacturers ensure that every plastic jug meets the highest standards of durability, safety, and aesthetics. Whether you’re a producer or a consumer, understanding these processes sheds light on the intricate craftsmanship behind everyday items, reminding us that even the simplest objects are the result of careful engineering and attention to detail.
Is Barbie Made of Plastic? Unveiling the Iconic Doll's Material Truth
You may want to see also
Explore related products

![Upper Midland Products [6 PACK] Half Gallon Jugs With Caps - 64oz Empty Milk Plastic Container Bottles and Lid](https://m.media-amazon.com/images/I/61K2OtNI4qL._AC_UY218_.jpg)




![]()
Quality Control: Inspecting jugs for defects, ensuring proper sealing, and labeling for distribution
The final stage of plastic jug production is a critical juncture where quality control measures determine whether a product meets consumer expectations or becomes a costly recall. Inspecting jugs for defects involves a multi-step process that combines automated precision with human oversight. High-speed cameras and sensors scan each jug for structural anomalies such as uneven walls, cracks, or misaligned handles. These machines can detect imperfections as small as 0.1 millimeters, ensuring that only structurally sound jugs proceed to the next phase. However, human inspectors remain indispensable, as they can identify subtle issues like color inconsistencies or surface blemishes that machines might miss. This dual approach minimizes the risk of defective products reaching the market.
Ensuring proper sealing is another cornerstone of quality control, as it directly impacts product safety and shelf life. Jugs are subjected to vacuum testing to verify the integrity of their seals. A pressure differential of 0.5 to 1 bar is applied, and any leakage triggers immediate rejection. Additionally, torque testing is performed on screw-top lids to confirm they meet the specified tightening force, typically between 2 and 3 Newton-meters. This ensures that lids are secure enough to prevent spills during transit but not so tight that consumers struggle to open them. Proper sealing also prevents contamination, a critical factor for jugs used in food, chemical, or medical applications.
Labeling for distribution is the final step in the quality control process, but it is far from a mere formality. Labels must be applied with precision to meet regulatory requirements and enhance brand perception. Automated labeling machines use adhesive patterns optimized for plastic surfaces, ensuring labels adhere firmly without wrinkling or peeling. Barcodes and QR codes are verified for accuracy using optical scanners, as errors in these elements can disrupt supply chain logistics. Labels also include essential information such as manufacturing dates, batch numbers, and usage instructions, which are cross-checked against product specifications. Misaligned or incomplete labels are flagged for correction, as they can lead to consumer confusion or regulatory non-compliance.
The interplay between these quality control measures highlights the complexity of producing plastic jugs that are both functional and market-ready. Defect inspection, sealing verification, and labeling accuracy are not isolated tasks but interconnected processes that rely on technology, precision, and human judgment. For manufacturers, investing in robust quality control systems reduces waste, enhances brand reputation, and ensures consumer trust. For consumers, it guarantees that the jugs they purchase are safe, reliable, and ready for use. In an industry where margins are thin and competition is fierce, quality control is not just a step—it’s a strategic advantage.
Unveiling the Plastic Composition of Suburban Door Panels: A Deep Dive
You may want to see also
Frequently asked questions
Plastic jugs are typically made from high-density polyethylene (HDPE) or polyethylene terephthalate (PET), both of which are durable, lightweight, and recyclable plastics.
Plastic jugs are usually formed through a process called blow molding, where molten plastic is extruded into a mold, inflated with air, and cooled to take the shape of the jug.
Yes, most plastic jugs are recyclable. They should be rinsed, emptied, and placed in recycling bins. The plastic is then sorted, cleaned, and processed into pellets for reuse in new products.
Producing plastic jugs involves the use of fossil fuels and emits greenhouse gases. However, their lightweight nature reduces transportation emissions, and recycling can significantly lower their environmental footprint.