Plastic syringes are essential medical devices manufactured through a precise, multi-step process that ensures safety, sterility, and functionality. The production begins with the selection of high-quality, medical-grade plastics, typically polypropylene or polyethylene, which are melted and injected into molds to form the syringe barrel, plunger, and other components. These parts are then cooled and ejected from the molds, followed by assembly, where the plunger is fitted into the barrel, and the tip is attached. Quality control checks are conducted at each stage to ensure dimensional accuracy and integrity. Finally, the syringes undergo sterilization, often using methods like gamma irradiation or ethylene oxide, before being packaged in sterile conditions for distribution. This meticulous process guarantees that the final product meets stringent medical standards and is safe for use in healthcare settings.
| Characteristics | Values |
|---|---|
| Material | Primarily Polypropylene (PP) or Polyethylene (PE) for medical-grade use. |
| Manufacturing Process | Injection molding for barrel, plunger, and other components. |
| Sterilization Method | Gamma radiation, ethylene oxide (EtO), or electron beam (e-beam). |
| Lubrication | Silicone oil or medical-grade lubricants applied to plunger for smoothness. |
| Color Coding | ISO standards for volume indication (e.g., 1 mL = clear, 10 mL = red). |
| Quality Control | ISO 7886-1 compliance, leak testing, and dimensional accuracy checks. |
| Packaging | Individually wrapped in peel-pouch or blister packs for sterility. |
| Sustainability | Increasing use of recyclable materials and reduced carbon footprint. |
| Temperature Resistance | Typically -20°C to 120°C for storage and use. |
| Chemical Resistance | Resistant to acids, bases, and most solvents. |
| Shelf Life | 2–5 years depending on sterilization method and storage conditions. |
| Regulatory Compliance | FDA, CE, and ISO certifications for medical device standards. |
| Customization | Options for graduated markings, Luer lock/slip tips, and needle attachments. |
| Production Time | 10–30 seconds per syringe in high-volume manufacturing. |
| Waste Management | Single-use, disposal in biohazard or sharps containers. |
| Cost | $0.05–$0.50 per unit depending on size, complexity, and volume. |
Explore related products






What You'll Learn
- Material Selection: Choosing medical-grade plastics like polypropylene for safety, durability, and compatibility with medications
- Mold Design: Creating precision molds to shape syringe barrels, plungers, and needle hubs accurately
- Injection Molding: Melting plastic, injecting it into molds, and cooling to form syringe components
- Assembly Process: Combining molded parts, attaching needles, and ensuring leak-proof seals for functionality
- Quality Control: Testing syringes for sterility, accuracy, and performance to meet medical standards
![]()
Material Selection: Choosing medical-grade plastics like polypropylene for safety, durability, and compatibility with medications
Polypropylene stands as the cornerstone material in the manufacturing of plastic syringes, prized for its ability to meet stringent medical standards. This thermoplastic polymer offers a unique combination of properties: it is lightweight, chemically inert, and capable of withstanding sterilization processes such as autoclaving and gamma irradiation. Unlike PVC or polystyrene, polypropylene does not leach harmful additives like phthalates or styrene monomers, ensuring patient safety. Its low density reduces the risk of breakage during handling, while its high melting point (160°C) allows for precise molding into syringe components like barrels, plungers, and tips. For instance, a 5 mL polypropylene syringe can safely deliver medications ranging from insulin (0.05 mL doses) to contrast dyes (up to 5 mL), making it versatile across medical applications.
Selecting polypropylene involves more than just its inherent properties; compatibility with medications is a critical factor. The material’s non-reactive nature ensures that it does not alter the chemical composition of drugs, preserving efficacy and preventing adverse reactions. For example, polypropylene syringes are often used for administering acidic or alkaline solutions, such as heparin (pH 6.0–7.5) or potassium chloride (pH 3.5–5.5), without degradation. Manufacturers conduct rigorous testing, including USP Class VI certification, to verify that the material does not release toxins or particles into the medication. This compatibility is particularly vital in pediatric and geriatric care, where dosage precision and safety are paramount.
Durability is another key advantage of polypropylene in syringe production. Its resistance to fatigue ensures that the plunger maintains a tight seal, preventing leakage even after repeated use in high-pressure injections. This is essential in emergency settings, where syringes may be used to administer epinephrine (0.3–0.5 mL doses) under stress. Additionally, polypropylene’s ability to retain its shape under varying temperatures makes it suitable for storage in refrigerators (2–8°C) or at room temperature (20–25°C), as required by specific medications. For instance, insulin syringes made from polypropylene can withstand refrigeration without becoming brittle, ensuring smooth operation during self-administration by diabetic patients.
Despite its advantages, working with polypropylene requires careful consideration during manufacturing. The material’s low thermal conductivity necessitates precise control of injection molding parameters to avoid defects like warping or voids. Mold temperatures typically range between 50°C and 70°C, with barrel cooling times of 10–15 seconds to achieve dimensional accuracy. Post-production, syringes undergo cleaning with deionized water and air drying to remove residual molding agents, ensuring sterility. Practical tips for healthcare providers include avoiding exposure of polypropylene syringes to organic solvents like ethanol, which can cause stress cracking, and using Luer-lock connections to enhance stability during medication delivery.
In conclusion, the choice of polypropylene in plastic syringe manufacturing is a testament to its unparalleled safety, durability, and compatibility with medications. Its ability to meet the demands of diverse medical applications, from pediatric vaccinations to emergency interventions, underscores its importance in modern healthcare. By understanding the material’s properties and manufacturing nuances, stakeholders can ensure the production of reliable, high-quality syringes that safeguard patient well-being. Whether for single-use disposable syringes or reusable devices, polypropylene remains the gold standard in medical-grade plastics.
Understanding White Plastic Gears: Materials, Composition, and Common Uses
You may want to see also
Explore related products






![]()
Mold Design: Creating precision molds to shape syringe barrels, plungers, and needle hubs accurately
Precision in mold design is critical for manufacturing plastic syringes, as even microscopic deviations can compromise functionality and safety. Syringe barrels, plungers, and needle hubs must meet stringent tolerances to ensure smooth operation, accurate dosage delivery, and leak-free connections. For instance, a 1-millimeter discrepancy in barrel diameter can affect the plunger’s sealing ability, leading to dosage errors in critical applications like insulin administration (typically 1–100 units per injection). Molds must therefore be engineered with sub-micron accuracy, often achieved through CNC machining and EDM (electrical discharge machining) techniques.
Designing molds for syringe components involves balancing material flow, cooling efficiency, and ejection mechanisms. Barrels, for example, require molds with tapered cores to facilitate easy removal, while plungers demand precise ribbing to ensure uniform wall thickness. Needle hubs, often overmolded onto metal Luer locks, necessitate molds with integrated heating and cooling zones to manage the two-shot molding process. Material selection is equally vital; molds are typically made from hardened tool steel (H13 or P20) to withstand millions of cycles without deformation. A poorly designed cooling system can cause warping, rendering the mold unusable after just a few thousand cycles, underscoring the need for finite element analysis (FEA) during the design phase.
The interplay between mold design and material properties cannot be overstated. Polypropylene, a common syringe material, shrinks by 1–2% during cooling, requiring molds to be slightly oversized to compensate. For high-precision components like insulin syringes (0.3–1 mL capacity), molds must account for this shrinkage while maintaining dimensional stability across varying production speeds. Additionally, surface finishes on molds—ranging from 0.4 to 0.8 μm Ra for barrels—directly influence the syringe’s friction and aesthetic appeal. A mirror finish (0.2 μm Ra) on plunger molds, for instance, reduces drag, ensuring smooth operation even in pediatric syringes (1–5 mL) used for vaccinations.
Innovations in mold design are driving advancements in syringe manufacturing. Conformal cooling channels, 3D-printed directly into mold inserts, reduce cycle times by 20–30% while improving part quality. Similarly, hot runner systems eliminate material waste and ensure consistent melt temperature, critical for multi-cavity molds producing 10–20 syringe barrels per cycle. For high-volume production, stack molds—which double or triple output by layering multiple mold cavities—are increasingly adopted, though they require meticulous alignment to avoid defects. These technologies, while costly upfront, yield long-term savings by minimizing scrap rates and extending mold life to 500,000–1,000,000 cycles.
Ultimately, mold design is the linchpin of syringe manufacturing, bridging engineering precision with medical necessity. A well-designed mold not only ensures compliance with ISO 7886-1 standards (e.g., ±2% dosage accuracy for 10-mL syringes) but also enables cost-effective production at scale. Manufacturers must invest in cutting-edge design tools, such as CAD/CAM software and simulation platforms, to stay competitive. For engineers, understanding the interplay between mold geometry, material behavior, and production dynamics is essential—a single oversight can render an entire batch unusable, highlighting the high-stakes nature of this specialized field.
Perception Kayak Material: Understanding the Plastic Composition and Durability
You may want to see also
Explore related products





![]()
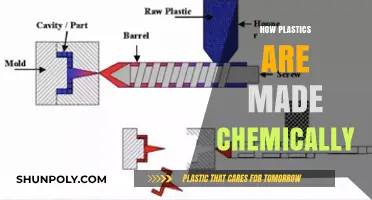
Injection Molding: Melting plastic, injecting it into molds, and cooling to form syringe components
Injection molding stands as the cornerstone of modern plastic syringe manufacturing, a process that transforms raw plastic pellets into precision medical devices. It begins with heating thermoplastic polymers, such as polypropylene or polyethylene, to their melting point—typically between 200°C and 250°C—until they become a viscous, moldable fluid. This molten plastic is then injected under high pressure into a custom-designed mold cavity, where it takes the shape of syringe components like barrels, plungers, or needles hubs. The mold, often made of hardened steel, is cooled rapidly to solidify the plastic, ensuring dimensional accuracy within tolerances as tight as ±0.05 mm—critical for medical functionality.
Consider the syringe barrel, a component demanding both rigidity and transparency. During injection molding, the molten plastic must flow evenly to avoid defects like air bubbles or uneven walls, which could compromise sterility or dosage accuracy. For instance, a 5 mL syringe barrel requires a wall thickness of approximately 1.5 mm to balance flexibility and strength. The cooling phase is equally critical; uneven cooling can lead to warping or stress points. Manufacturers often use water-cooled molds to achieve uniform temperature distribution, reducing cycle times to as little as 15–20 seconds per unit, enabling mass production of millions of syringes daily.
From a practical standpoint, injection molding offers unparalleled scalability and cost-efficiency, making it ideal for producing single-use syringes. However, the process is not without challenges. Material selection is paramount; polypropylene, for example, is favored for its chemical resistance and biocompatibility, but it requires precise control of melt temperature to avoid degradation. Additionally, mold design must account for features like Luer locks or graduation markings, which are molded directly into the part to eliminate secondary operations. For pediatric syringes, smaller molds and softer plastics may be used to ensure safety and ease of use for age-specific applications, such as administering 0.5 mL vaccine doses.
A comparative analysis highlights injection molding’s advantages over alternative methods like blow molding or machining. Unlike blow molding, which is suited for hollow, thin-walled containers, injection molding excels in creating complex, multi-component parts with high repeatability. Machining, while precise, is too slow and costly for high-volume production. Injection molding’s ability to integrate multiple features—such as tamper-evident rings or color-coded plungers—in a single step further underscores its efficiency. For instance, a three-part syringe (barrel, plunger, and gasket) can be produced in a multi-cavity mold, yielding up to 32 units per cycle, with each component ready for assembly without additional finishing.
In conclusion, injection molding is not merely a manufacturing step but a strategic choice that defines the quality, cost, and scalability of plastic syringes. Its precision, speed, and adaptability make it indispensable in meeting global healthcare demands, from routine vaccinations to emergency drug deliveries. By mastering this process, manufacturers ensure that every syringe, whether for a newborn’s 0.1 mL dose or an adult’s 10 mL injection, meets stringent medical standards while remaining affordable and accessible.
Understanding ABS Plastic: Materials Used in Miniature Creations
You may want to see also
Explore related products






![]()
Assembly Process: Combining molded parts, attaching needles, and ensuring leak-proof seals for functionality
The assembly of plastic syringes is a critical phase where precision meets practicality, transforming individual molded components into a functional medical device. This process begins with the careful alignment and combination of the barrel, plunger, and gasket, each crafted through injection molding to exacting standards. The barrel, typically made from polypropylene or polystyrene, is designed to withstand the pressures of fluid delivery, while the plunger and gasket ensure smooth, controlled movement. These parts are brought together in a sequence that prioritizes both efficiency and accuracy, often automated to minimize human error and maximize consistency.
Attaching the needle is the next pivotal step, requiring both delicacy and strength. Needles, usually made from stainless steel, are affixed to the syringe tip through a process called overmolding or by using a Luer lock mechanism. Overmolding involves melting a plastic material around the needle’s base to create a secure, leak-proof bond, while Luer locks provide a threaded connection for added stability. The choice of method depends on the syringe’s intended use—for instance, Luer locks are common in high-pressure applications like contrast media injections, whereas overmolding is often used for disposable syringes. Regardless of the method, the attachment must be flawless to prevent fluid leakage or needle detachment during use.
Ensuring leak-proof seals is where the assembly process truly tests its mettle. The gasket, often made from rubber or thermoplastic elastomers, plays a starring role here. It must form a tight seal against the barrel’s inner walls while allowing smooth plunger movement. Manufacturers achieve this through meticulous quality control, including dimensional checks and material compatibility tests. For example, a 1 mL insulin syringe requires a gasket that can maintain precision under low-force conditions, whereas a 60 mL syringe for irrigation demands a gasket resilient to higher pressures. Even minor defects, such as surface imperfections or material inconsistencies, can compromise functionality, making inspection at this stage non-negotiable.
Practical tips for ensuring assembly success include maintaining a controlled environment to prevent dust or debris contamination, which can disrupt seals or damage components. Temperature and humidity levels must be monitored, as fluctuations can affect material properties, particularly for thermoplastics. Additionally, operators should follow standardized protocols for needle attachment, such as torque specifications for Luer locks, to avoid over-tightening or under-tightening. For medical professionals, understanding these assembly nuances underscores the importance of handling syringes correctly—for instance, avoiding excessive force when drawing or expelling fluids to preserve the gasket’s integrity.
In conclusion, the assembly process of plastic syringes is a symphony of precision engineering and quality assurance. From combining molded parts to attaching needles and ensuring leak-proof seals, each step is designed to deliver a reliable, safe, and functional product. Whether for administering a 0.5 mL vaccine dose to a child or delivering 20 mL of saline to an adult, the meticulous assembly of these components ensures that syringes perform their critical role in healthcare with unwavering accuracy.
Understanding the Materials Used in Plastic Cutting Boards
You may want to see also
Explore related products






![]()
Quality Control: Testing syringes for sterility, accuracy, and performance to meet medical standards
Plastic syringes, though seemingly simple, are critical medical devices demanding rigorous quality control. Sterility is paramount; a single contaminant can have life-threatening consequences. Testing involves exposing syringes to extreme conditions, simulating real-world use. Autoclaving, a high-pressure steam sterilization method, is commonly employed, ensuring the syringe's integrity and eliminating microorganisms. This process must be meticulously monitored, with temperature and pressure precisely controlled to guarantee effectiveness without compromising the syringe's structural integrity.
Even a microscopic breach in sterility can render a syringe unusable, highlighting the critical nature of this testing phase.
Accuracy in dosage delivery is another non-negotiable aspect. Imagine administering a medication meant for a 50kg adult to a 5kg infant due to a faulty syringe. To prevent such disasters, each syringe undergoes calibration testing. This involves filling the syringe with a precise volume of liquid, often dyed for visibility, and measuring the delivered amount. Deviations beyond a predetermined tolerance, typically within 2-5% of the marked volume, render the syringe unfit for use. This meticulous process ensures that healthcare professionals can trust the syringe to deliver the exact dosage required, a matter of life and death in many cases.
Precision in dosage is particularly crucial in pediatric applications, where even slight variations can have significant impacts.
Performance testing pushes syringes to their limits. Simulated injection forces are applied to ensure the plunger moves smoothly without leakage or breakage. This is crucial for both patient comfort and medication delivery efficiency. Imagine a syringe jamming mid-injection, causing pain and potentially compromising the procedure. Additionally, compatibility testing with various medications is essential. Some drugs can interact with certain plastics, leading to degradation or altered drug properties. Syringes must be tested with a range of pharmaceuticals to ensure they remain inert and do not compromise the medication's efficacy.
This multifaceted approach to performance testing guarantees that syringes function flawlessly in diverse medical scenarios, from routine vaccinations to complex surgical procedures.
The culmination of these rigorous tests ensures that every plastic syringe meets stringent medical standards. From the sterile environment of its creation to the precise delivery of life-saving medications, each syringe undergoes a battery of tests, a silent guardian of patient safety. This meticulous quality control process is the cornerstone of trust in the medical field, ensuring that even the simplest medical device performs its function flawlessly, every single time.
Unveiling the Plastics Behind Vintage Computers: A Material Journey
You may want to see also
Frequently asked questions
Plastic syringes are primarily made from medical-grade polymers such as polypropylene (PP) or polystyrene (PS), chosen for their durability, chemical resistance, and compatibility with medical applications.
Plastic syringes are typically manufactured using injection molding. Molten plastic is injected into a mold cavity, where it cools and solidifies into the syringe shape. The barrel, plunger, and other components are often produced separately and then assembled.
Yes, plastic syringes undergo sterilization processes such as gamma irradiation, ethylene oxide (EtO) treatment, or steam sterilization to ensure they are free from microorganisms and safe for medical use.
While some plastic syringes can be recycled, they often require specialized medical waste recycling programs due to contamination risks. Many are disposed of as medical waste to prevent environmental and health hazards.