Parting line selection and design are crucial considerations in the plastic injection moulding process. The parting line is the line of separation between the two halves of a mould, and it is nearly impossible to avoid. The choice of parting line depends on the specific function and structure of the plastic part, and the direction of the mould opening. The thickness of the parting line also affects the appearance and function of the plastic part. Deciding on a parting line can be challenging, especially for complex shapes. To optimise the parting line, designers must consider the overall direction during the structural design stage, paying attention to the smoothing of sealing surfaces and ensuring the plastic part remains on the core side after mould opening.
| Characteristics | Values |
|---|---|
| Parting line | The line of separation between where two halves of a mold meet |
| Parting line factors | The specific function and structure of the plastic part |
| Parting line types | Vertical, stepped, inclined, curved, and integrated |
| Parting line location | Depends on the complexity of the shape, could be down the middle or around certain edges |
| Parting line visibility | Thin visible line on the final product |
| Parting line challenges | Complex shapes, potential for mismatches in the mold, and increased costs |
| Parting line considerations | Direction of mold opening, placement of components, and draft angles |
| Parting line optimisation | Smoothing of sealing surfaces, placement on a sharp edge, and camouflaging techniques |
Explore related products






What You'll Learn
- The parting line is determined by the mold function and part function
- The parting line is where the mold opens and the plastic part is ejected
- The thickness of the parting line affects the appearance and function of the plastic part
- The parting line can be placed around the edge of the part or somewhere more subtle
- The parting line can be straight/flat or stepped/curved
![]()
The parting line is determined by the mold function and part function
The parting line is a crucial aspect of mold design, as it determines the final shape and appearance of the molded part. The location of a plastic parting line is determined by both the mold function and the part function. The parting line is where the mold opens, so easy ejection from that point is required. It may also be visible and affect the functionality of the final part. The type of parting line in injection moulding depends on the specific function and structure of the plastic part.
The parting line should be located in a place where it is least visible or noticeable on the finished part. This may mean placing the line along a natural seam or joint in the part or hiding it behind a rib or other feature. The thickness of the parting line affects the appearance and function of the plastic part, so it requires special attention during structural design. The parting line at the largest contour of the plastic part is generally referred to as the main parting line, while others are auxiliary parting lines.
The parting line should be chosen based on the actual part requirements to meet the current part needs. It is important to consider where to place the components on the part, as the shrinking of plastic while it cools might shift the position of the part in the mold. This could displace the functional features of the part, rendering it useless. One way to ensure the components stay in the right place is to draft the walls of the injection-moulded part away from the parting line.
The parting line is also influenced by the injection moulding process and the number of cavities in the mould. A multi-cavity mould will typically have a different beveled parting line than a single-cavity mould, as the cavities must be separated to allow the material to flow through the mould. The parting line should ideally leave the part on the core side after the mould opening.
Covering Paper with Plastic: Easy, Quick, and Effective Way
You may want to see also
Explore related products






![]()
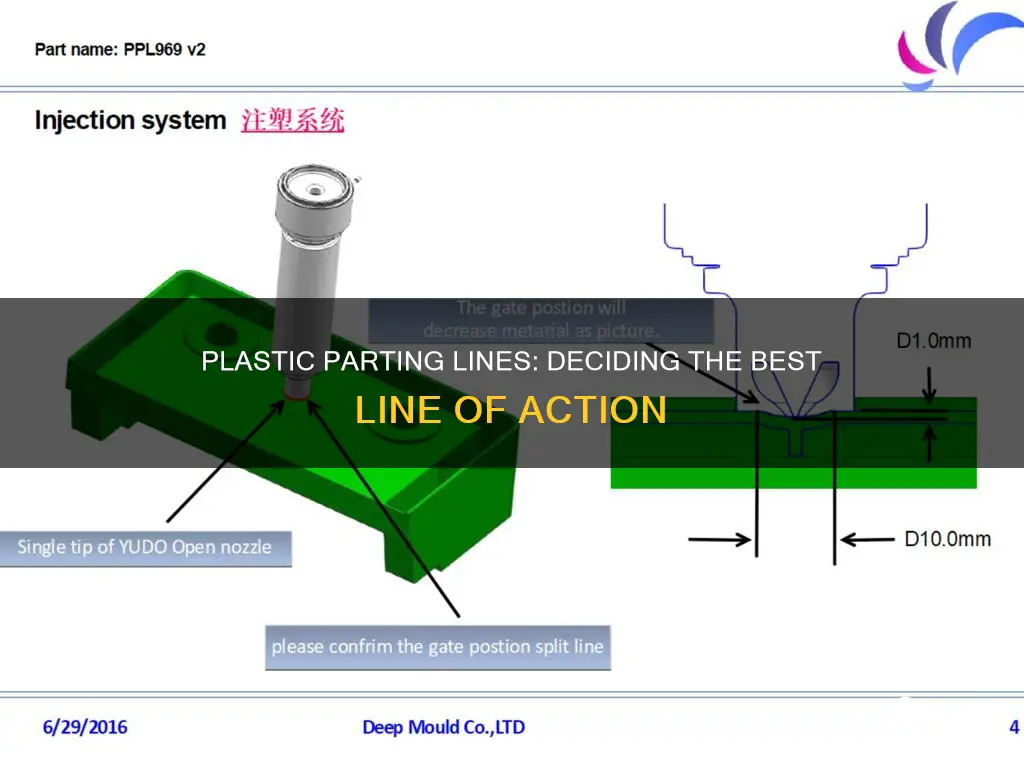
The parting line is where the mold opens and the plastic part is ejected
The parting line is an inevitable aspect of injection-molded products, referring to the contact surface between the mold core's modules. It is the line of separation where the two halves of a mold meet and the plastic part is ejected. The location of the parting line is determined by the mold and part functions, with easy ejection from the parting point being crucial. The thickness of the parting line impacts the appearance and function of the plastic part, and it can take on various shapes, including vertical, stepped, inclined, curved, and integrated parting lines.
The parting line is established by first defining the shape and position on the plastic molded item, and then determining the direction in which the mold hole will be cut. The parting line projection is aligned with the plastic component projection in the direction of mold opening, resulting in a straight line perpendicular to the opening direction. The parting line's impact on structure, such as dimensional accuracy and appearance quality, should be considered during the structural design stage to avoid frequent modifications.
The location of the parting line is influenced by the direction of mold opening and the placement of components on the part. The shrinking of plastic during cooling can shift the position, affecting the functionality of the part. To address this, designers draft the walls of the injection-molded part away from the parting line to minimize the probability of displacement. Additionally, the parting line can be disguised through techniques like rough surface textures, matte finishes, or placing it under a protruding feature.
The choice of parting line depends on the specific function and structure of the plastic part. For comprehensive parting lines, smoothing the sealing surface at the corners is important to avoid sharp points and improve processability. The main parting line should be at the largest contour of the part's projection in the demolding direction, and it is ideal for the parting line to leave the part on the core side after mold opening. Vertical parting lines are the most popular, formed in a perpendicular direction to the mold opening.
The Allure of Artificial: Men's Preference for Fake Features
You may want to see also
Explore related products






![]()
The thickness of the parting line affects the appearance and function of the plastic part
The thickness of the parting line, or the line of separation between the two halves of a mold, has a significant impact on the final plastic part's appearance and functionality.
Firstly, the parting line's thickness can affect the structural integrity of the plastic part. A thicker parting line may result in a stronger plastic part, but it can also lead to internal stresses due to shrinkage, reducing the part's overall strength. This is particularly important to consider when incorporating holes in plastic parts, as the thickness of the parting line can affect the size and placement of these holes, impacting the product's strength and complexity of manufacturing.
Secondly, the thickness of the parting line can influence the plastic part's aesthetics. A well-placed parting line with an appropriate thickness can enhance the product's overall appeal, while a poorly positioned or overly thick parting line can be visually distracting and detract from the design. This is especially important when considering the flatness or curvature of the surface on which the parting line is located.
Additionally, the thickness of the parting line can affect the ease of ejection of the plastic part from the mold. A thicker parting line may require more force to separate the two halves of the mold, potentially impacting the production process and cost.
Furthermore, the thickness of the parting line can have implications for the functionality of the plastic part. If the parting line is located at a stress point, it may compromise the part's strength and performance. Similarly, if the parting line interferes with a sealing surface, it could result in leaks or malfunctions.
Finally, the thickness of the parting line can impact the overall mold design and size. A thicker parting line may require a deeper cavity and core, leading to longer processing times and potentially larger injection machines.
In conclusion, the thickness of the parting line is a critical factor that must be carefully considered during the structural design of plastic parts. It influences not only the appearance but also the functionality, performance, and manufacturing process of the final product.
BPA-Free Plastics: Are Phthalates Still a Concern?
You may want to see also
Explore related products






![]()
The parting line can be placed around the edge of the part or somewhere more subtle
The parting line is an inevitable aspect of injection-molded products, and its placement is determined by both the mold function and the part function. The parting line is where the mold opens, and it is the line of separation between the two halves of the mold. The location of the parting line can impact the direction of mold opening and the direction in which features are drafted for easy ejection. It also affects the appearance and functionality of the final product, as it may be visible and influence how the vestiges of the mating surfaces appear.
When deciding on the placement of the parting line, it is essential to consider the specific function and structure of the plastic part. The parting line can be placed around the edge of the part, as seen in the example of a plastic cup, where the parting line occurs along the outside edge of the brim. This type of placement is often ideal as it simplifies the mold structure. However, for more complex shapes, determining the parting line location can be more challenging, and it may not always be down the middle of the part.
The parting line can also be placed somewhere more subtle, where it will be mostly hidden in the final product. This can be achieved by incorporating it with other design features, using rough surface textures or matte finishes to camouflage the line, or setting it under a protruding feature. The thickness of the parting line should be considered during structural design as it can affect the appearance and function of the plastic part.
Another factor to consider when determining the parting line placement is the location of components on the part. The shrinking of plastic during cooling can shift the position of the part in the mold, so it is important to ensure that functional features remain in the correct place. Drafting the walls of the injection-molded part away from the parting line can help reduce the likelihood of features falling apart due to shrinkage.
Plastic Shed Permits: What You Need to Know
You may want to see also
Explore related products






![]()
The parting line can be straight/flat or stepped/curved
The parting line refers to the contact surface between the modules of the mold core of the molding part. The parting line is also known as the parting surface and is an essential aspect of plastic part design.
When creating a stepped/curved parting line, it is important to first choose the parting line on the shallow step. Additionally, arranging two cavities symmetrically can help balance the injection force on both sides of the mold, simplifying the mold structure.
For comprehensive parting lines that combine vertical, curved, and beveled lines, it is crucial to smooth the sealing surface at the corners to prevent sharp points and improve the processability of the parting line. This can be achieved by choosing an appropriate sealing surface, which also strengthens the mold and prevents flashing.
The thickness of the parting line is a significant factor that influences the appearance and function of the plastic part. It is generally recommended to have the main parting line at the largest contour of the plastic part, with other lines serving as auxiliary parting lines.
The M43 Field Cap: Plastic or Not?
You may want to see also
Frequently asked questions
A parting line, also known as a parting surface, is the line of separation where two halves of a mold meet.
The parting line is determined by the mold function, part function, and the specific structure of the plastic part. The location of the parting line is also influenced by the direction of mold opening and the placement of components on the part.
There are five primary forms of parting lines: vertical, stepped, inclined, curved, and integrated. Vertical parting lines are the most common, while stepped and curved parting lines are more complex due to the forces exerted on the cavity.
The thickness and location of the parting line can impact the appearance and functionality of the plastic part. A well-placed parting line simplifies the mold structure, while a poorly placed one may require additional mechanisms.
While it is nearly impossible to eliminate the parting line, its effect can be minimized through techniques such as camouflaging, rough surface textures, matte finishes, vibratory tumbling, hand trimming, and cryogenic de-flashing.