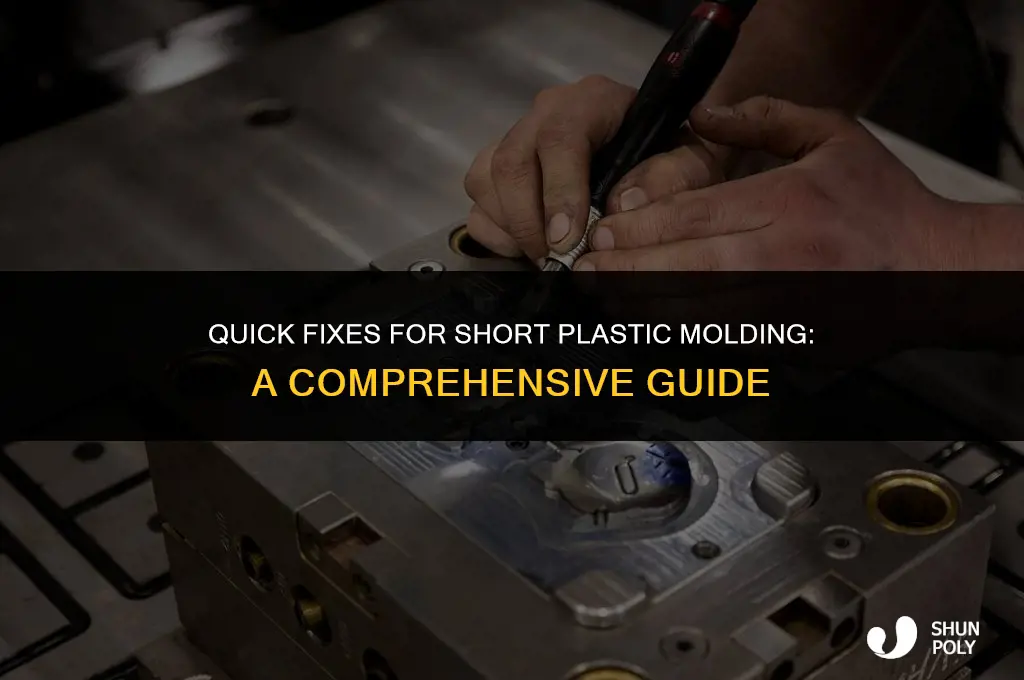
Short-short plastic molding, a common issue in manufacturing, occurs when the molded plastic part is shorter than the desired length. This can be caused by several factors, including insufficient material, improper mold design, or inadequate injection pressure. To address this problem, manufacturers can take several steps. First, they should ensure that the correct amount of material is being used for each part. Second, they should review the mold design to ensure that it is optimized for the desired part length. Finally, they should check the injection pressure and adjust it as needed to ensure that the material is properly filled into the mold cavity. By taking these steps, manufacturers can improve the quality of their plastic parts and reduce the occurrence of short-short molding.
Explore related products





What You'll Learn
- Identify the Cause: Determine if the issue is due to material, machine settings, or mold design
- Adjust Machine Settings: Modify injection speed, pressure, and temperature to ensure proper material flow
- Material Selection: Choose a suitable plastic with the right viscosity and properties for the desired product
- Mold Design Optimization: Ensure the mold has proper venting, draft angles, and surface finish to facilitate easy ejection
- Troubleshooting Common Issues: Address frequent problems like sink marks, warping, or incomplete fills with targeted solutions
![]()
Identify the Cause: Determine if the issue is due to material, machine settings, or mold design
To effectively address short shots in plastic molding, it's crucial to first identify the root cause. This involves a systematic approach to troubleshooting, starting with the material itself. Check the material's viscosity, moisture content, and temperature, as any deviations from the optimal parameters can lead to short shots. Next, examine the machine settings, including injection speed, pressure, and cooling rate. Improper settings can cause the material to solidify prematurely, resulting in incomplete filling of the mold.
If the material and machine settings are within the desired range, the issue may lie in the mold design. Inspect the mold for any obstructions, sharp edges, or inadequate venting that could impede the flow of material. Additionally, consider the part design and whether any features are too intricate or have insufficient draft angles, making it difficult for the material to fill the cavity completely.
A helpful tip is to use a material with a lower viscosity or a higher melting point to improve flow and reduce the likelihood of short shots. Another strategy is to adjust the machine settings to optimize the injection process, such as increasing the injection speed or pressure, or extending the cooling time. If mold design is the culprit, modifications may be necessary to improve material flow and part ejection.
In conclusion, identifying the cause of short shots in plastic molding requires a thorough investigation of the material, machine settings, and mold design. By systematically addressing each potential factor, you can pinpoint the root cause and implement targeted solutions to improve the quality and consistency of your molded parts.
DIY Guide: Repairing Plastic Tubing on Dyson 28 Animal Vacuums
You may want to see also
Explore related products






![]()
Adjust Machine Settings: Modify injection speed, pressure, and temperature to ensure proper material flow
To address short shots in plastic molding, adjusting machine settings is crucial. Begin by modifying the injection speed. A faster injection speed can help fill the mold cavity more completely, reducing the likelihood of short shots. However, be cautious not to increase the speed too much, as this can lead to other issues such as flashing or incomplete filling due to excessive turbulence.
Next, consider adjusting the injection pressure. Increasing the pressure can force more material into the mold, ensuring better fill. Yet, too much pressure can cause problems like mold damage or material degradation. It's essential to find the optimal balance to achieve the desired outcome without compromising the integrity of the mold or the material.
Temperature adjustments are also vital. Ensuring the material is at the correct temperature can significantly impact its flow characteristics. If the material is too cold, it may not flow properly, leading to short shots. Conversely, if it's too hot, it can cause excessive wear on the mold and machinery. Maintain a consistent temperature within the recommended range for the specific material being used.
When making these adjustments, it's important to monitor the results closely. Use trial and error to fine-tune the settings, keeping track of the changes made and their effects on the molding process. This iterative approach will help identify the optimal combination of speed, pressure, and temperature to minimize short shots and produce high-quality molded parts.
In summary, adjusting machine settings by modifying injection speed, pressure, and temperature is a critical step in addressing short shots in plastic molding. By carefully balancing these factors and monitoring the results, manufacturers can improve the consistency and quality of their molded products.
The Persistent Plastic Straw Predicament: Why Change Remains Elusive
You may want to see also
Explore related products






![]()
Material Selection: Choose a suitable plastic with the right viscosity and properties for the desired product
Selecting the appropriate plastic material is crucial in addressing issues with short-shot plastic molding. The viscosity and properties of the plastic must be carefully matched to the requirements of the product being molded. A plastic with the wrong viscosity can lead to incomplete filling of the mold cavity, resulting in short shots. To avoid this, it's essential to choose a plastic with a viscosity that allows it to flow smoothly and completely fill the mold.
One approach to material selection is to consider the melt flow rate (MFR) of the plastic. The MFR is a measure of the plastic's viscosity and can be used to determine how well it will flow in the mold. For short-shot molding, a plastic with a higher MFR is generally preferred, as it will flow more easily and completely fill the mold cavity. However, it's important to note that a higher MFR can also lead to other issues, such as increased shrinkage and warping, so it's crucial to balance the MFR with other material properties.
In addition to viscosity, other material properties must also be considered. For example, the plastic's melting point should be appropriate for the molding process, and it should have the necessary mechanical properties to meet the requirements of the final product. The plastic's chemical resistance and thermal stability are also important factors to consider, as they can affect the product's performance and durability.
When selecting a plastic material, it's important to work closely with the material supplier to ensure that the chosen material meets the specific requirements of the molding process and the final product. The supplier can provide valuable insights into the material's properties and how they will perform in the mold. By carefully selecting the right plastic material, it's possible to significantly reduce the occurrence of short shots and improve the overall quality of the molded product.
Silencing the Squeak: A Guide to Fixing Noisy Plastic Items
You may want to see also
Explore related products






![]()
Mold Design Optimization: Ensure the mold has proper venting, draft angles, and surface finish to facilitate easy ejection
Optimizing mold design is crucial for addressing issues in short-shot plastic molding. Proper venting is essential to allow air to escape during the injection process, preventing trapped air pockets that can cause incomplete filling. Draft angles, typically ranging from 1 to 3 degrees, facilitate the ejection of the molded part by reducing friction between the part and the mold cavity. A smooth surface finish on the mold cavity ensures that the plastic part releases easily without sticking.
To ensure proper venting, designers should strategically place vents at the thickest parts of the mold cavity, allowing air to escape as the molten plastic flows in. These vents should be small enough to prevent excessive material loss but large enough to allow adequate airflow. Additionally, the vents should be positioned to direct the airflow away from the part to avoid any disturbances during the cooling process.
Draft angles should be carefully calculated based on the size and complexity of the part. For larger parts or those with intricate details, a higher draft angle may be necessary to ensure easy ejection. Designers should also consider the type of material being used, as some plastics may require different draft angles for optimal release.
Surface finish plays a significant role in the ejection process. A polished mold cavity reduces friction, allowing the part to slide out smoothly. Designers should specify a surface finish that is appropriate for the material being molded, with smoother finishes generally preferred for more challenging materials.
In summary, optimizing mold design through proper venting, draft angles, and surface finish is key to resolving short-shot plastic molding issues. By carefully considering these factors, designers can create molds that facilitate easy ejection, resulting in higher-quality parts and more efficient production processes.
DIY Guide: Repairing Your Phone's Plastic Screen
You may want to see also
Explore related products






![]()
Troubleshooting Common Issues: Address frequent problems like sink marks, warping, or incomplete fills with targeted solutions
Sink marks in plastic molding can be a common issue, often caused by improper cooling or ejection from the mold. To address this problem, ensure that the cooling system is functioning correctly and that the ejection mechanism is not causing undue stress on the material. Implementing a slower cooling process or adjusting the ejection force can help mitigate sink marks.
Warping is another frequent issue in plastic molding, typically resulting from uneven cooling or excessive moisture in the material. To combat warping, it's essential to maintain a consistent cooling temperature throughout the molding process. Additionally, ensure that the material is properly dried before molding to prevent moisture-related warping.
Incomplete fills can occur due to a variety of reasons, including insufficient material, improper mold design, or inadequate injection pressure. To resolve this issue, first check the material supply to ensure there is enough material for the mold. Then, inspect the mold design for any potential obstructions or issues that could prevent complete filling. Finally, adjust the injection pressure as needed to ensure the material is fully injected into the mold cavity.
When troubleshooting these common issues, it's important to approach each problem systematically. Start by identifying the root cause of the issue, then implement targeted solutions to address the specific problem. By focusing on the underlying causes and applying appropriate fixes, you can effectively resolve common plastic molding issues and improve the overall quality of your products.
Sustainable Solutions: Tackling Thailand's Plastic Pollution Crisis
You may want to see also
Frequently asked questions
Short shots in plastic molding can be caused by several factors, including insufficient material in the injection cycle, improper injection speed, too much friction between the material and the mold, or issues with the mold design such as inadequate venting or incorrect gate size.
To adjust the injection speed, you should consult your molding machine's manual for specific instructions. Generally, you can increase the injection speed to ensure the material fills the mold cavity more quickly and completely. However, be cautious not to increase it too much, as this can lead to other issues such as material degradation or excessive wear on the mold.
Material friction can cause short shots by resisting the flow of the molten plastic into the mold cavity. To reduce friction, you can try using a mold release agent, ensuring the mold is clean and free of debris, or adjusting the material's temperature and viscosity to improve its flow characteristics.
To identify if the mold design is contributing to short shots, you should inspect the mold for any potential issues such as inadequate venting, incorrect gate size, or improper draft angles. You can also try running a simulation or conducting a trial run with a different mold design to see if the problem persists.
If you're still experiencing short shots after trying the above solutions, you can try the following troubleshooting steps:
- Check the material's moisture content and ensure it's within the recommended range.
- Inspect the injection nozzle and screw for any signs of wear or damage.
- Verify that the mold is properly aligned and secured.
- Try using a different material with better flow characteristics.
- Consult with a molding expert or technician for further assistance.




























