Virgin plastic granules are produced through a multi-step process that begins with the extraction and refining of raw materials, primarily petroleum or natural gas, to obtain hydrocarbons such as ethylene or propylene. These hydrocarbons undergo polymerization, a chemical reaction where monomers link together to form long polymer chains, resulting in materials like polyethylene (PE), polypropylene (PP), or polystyrene (PS). The polymer is then melted, mixed with additives such as stabilizers, colorants, or plasticizers, and extruded through a die to form long strands. These strands are cooled, cut into small pellets or granules, and often dried to remove any residual moisture. The final granules are uniform in size and composition, ready for use in manufacturing processes such as injection molding, blow molding, or extrusion to create a wide range of plastic products.
| Characteristics | Values |
|---|---|
| Raw Material | Petroleum-based hydrocarbons (e.g., ethylene, propylene, styrene) |
| Process | Polymerization |
| Types of Polymerization | Addition polymerization (e.g., polyethylene, polypropylene) and Condensation polymerization (e.g., polyester, nylon) |
| Key Steps | 1. Extraction of hydrocarbons from crude oil or natural gas 2. Refining and cracking to produce monomers 3. Polymerization to form long polymer chains 4. Pelletizing or granulating the polymer into small, uniform particles |
| Additives | May include plasticizers, stabilizers, colorants, and fillers to enhance properties |
| Granule Size | Typically 2-5 mm in diameter, depending on the application |
| Color | Natural (translucent or white) or colored, depending on additives |
| Density | Varies by polymer type (e.g., HDPE: 0.94-0.97 g/cm³, PP: 0.90-0.91 g/cm³) |
| Melting Point | Polymer-specific (e.g., PE: 120-140°C, PP: 160-170°C) |
| Environmental Impact | High reliance on fossil fuels, significant greenhouse gas emissions during production |
| Applications | Packaging, automotive parts, consumer goods, construction materials, etc. |
| Recyclability | Generally recyclable, but often downcycled; virgin granules are not made from recycled materials |
| Global Production (2023) | Approximately 390 million metric tons of virgin plastics produced annually |
| Major Producers | China, United States, Europe, and Middle East |
| Sustainability Concerns | Non-renewable resource depletion, plastic waste pollution, and microplastic contamination |
| Innovations | Bio-based plastics, biodegradable polymers, and improved recycling technologies |
Explore related products


$18



What You'll Learn
- Raw Material Extraction: Crude oil or natural gas extraction for hydrocarbon feedstock production
- Polymerization Process: Monomers chemically bond to form long polymer chains (e.g., polyethylene)
- Additive Incorporation: Stabilizers, pigments, and fillers are mixed to enhance properties
- Extrusion & Pelletizing: Melted polymer is extruded, cooled, and cut into uniform granules
- Quality Control: Testing for size, shape, and chemical composition ensures product standards
![]()
Raw Material Extraction: Crude oil or natural gas extraction for hydrocarbon feedstock production
The journey of virgin plastic granules begins deep beneath the Earth's surface, where the raw materials for their creation lie dormant. Crude oil and natural gas, formed over millions of years from the remains of ancient plants and animals, serve as the primary feedstock for hydrocarbon production. These fossil fuels are extracted through a series of complex processes that require precision, technology, and a deep understanding of geology. The extraction phase is critical, as it sets the stage for the transformation of these raw materials into the building blocks of plastic.
Extraction Methods: A Comparative Overview
Crude oil extraction typically involves drilling wells into underground reservoirs, where a combination of natural pressure and pumping mechanisms brings the oil to the surface. For natural gas, the process is similar, but the focus is on capturing methane and other light hydrocarbons. Offshore drilling platforms and hydraulic fracturing (fracking) are modern techniques that have expanded access to previously unreachable reserves. While these methods have increased supply, they also pose environmental challenges, such as habitat disruption and greenhouse gas emissions. The choice of extraction method depends on factors like reservoir depth, geological composition, and economic viability.
From Reservoir to Refinery: The First Transformation
Once extracted, crude oil and natural gas are transported to refineries, where they undergo fractional distillation. This process separates the raw materials into various components based on their boiling points. For plastic production, the focus is on lighter fractions like ethane and propane, which are rich in hydrocarbons. These fractions are then subjected to steam cracking, a high-temperature process that breaks down large hydrocarbon molecules into smaller ones, such as ethylene and propylene. These monomers are the essential precursors for polymerization, the chemical reaction that creates plastic resins.
Environmental and Economic Considerations
The extraction of crude oil and natural gas is not without controversy. Environmental concerns include the risk of oil spills, methane leaks, and the carbon footprint associated with fossil fuel extraction. Economically, the volatility of oil and gas prices can impact the cost of plastic production, making it a critical factor for manufacturers. Despite these challenges, advancements in technology, such as carbon capture and storage, are being explored to mitigate the environmental impact. Additionally, the shift toward natural gas as a feedstock has been promoted for its lower emissions compared to crude oil, though it remains a non-renewable resource.
Practical Tips for Industry Stakeholders
For companies involved in plastic production, understanding the extraction process is key to optimizing supply chains and reducing costs. Diversifying feedstock sources, such as incorporating bio-based alternatives, can enhance sustainability and resilience against market fluctuations. Investing in research and development for cleaner extraction technologies can also position businesses as leaders in environmental stewardship. Finally, transparency in sourcing practices can build consumer trust, as awareness of plastic’s environmental impact continues to grow. By focusing on these areas, the industry can navigate the complexities of raw material extraction while contributing to a more sustainable future.
Everyday Plastic Essentials: Uncovering Common Household Items Made of Plastic
You may want to see also
Explore related products



![]()
Polymerization Process: Monomers chemically bond to form long polymer chains (e.g., polyethylene)
The polymerization process is the chemical backbone of virgin plastic granule production, transforming simple monomers into the complex, durable polymers we rely on daily. Imagine tiny, identical building blocks—monomers like ethylene—linking together in a precise, repeating pattern to form a long, sturdy chain. This chain, known as polyethylene, is the foundation of countless plastic products, from grocery bags to water pipes. The process begins with a catalyst, often a metal compound, which initiates the reaction by breaking the double bond in ethylene molecules, allowing them to bond with each other. This reaction can occur through different mechanisms, such as addition polymerization, where monomers add sequentially to form the chain. The result is a high-molecular-weight polymer with properties tailored by factors like temperature, pressure, and catalyst type.
Consider the Ziegler-Natta catalyst, a common initiator in polyethylene production. This catalyst, composed of titanium and aluminum compounds, operates at temperatures around 50-100°C and pressures of 10-30 bar. It ensures a highly controlled polymerization, producing linear polyethylene chains with minimal branching. For comparison, metallocene catalysts, a newer alternative, offer even greater precision, allowing for polymers with specific densities and melt indices. These catalysts work at similar temperatures but often require lower pressures, making the process more energy-efficient. The choice of catalyst directly impacts the polymer’s properties, such as flexibility, tensile strength, and resistance to heat, which are critical for end-use applications.
To illustrate, let’s examine high-density polyethylene (HDPE), a product of this process. HDPE is made using a chromium-based catalyst at temperatures around 80-100°C and pressures of 20-30 bar. The linear chains pack tightly, resulting in a rigid, crystalline structure ideal for containers and pipes. In contrast, low-density polyethylene (LDPE), produced via free-radical polymerization at 200-300°C and high pressure, has branched chains that prevent tight packing, yielding a flexible material suitable for films and coatings. These differences highlight how polymerization conditions dictate the final product’s characteristics.
Practical considerations are key when scaling this process industrially. For instance, maintaining consistent temperature and pressure is critical to avoid defects like cross-linking or chain scission, which weaken the polymer. Operators must also monitor catalyst dosage carefully; too little results in incomplete polymerization, while excess can lead to unwanted side reactions. A typical industrial reactor might use 0.01-0.1% catalyst by weight of monomer, depending on the desired polymer properties. Additionally, the reaction must be conducted in an inert atmosphere, often nitrogen, to prevent oxidation, which can degrade the polymer.
In conclusion, the polymerization process is a delicate balance of chemistry and engineering, where monomers are transformed into polymers with specific, controllable properties. By understanding the role of catalysts, reaction conditions, and their impact on polymer structure, manufacturers can produce virgin plastic granules tailored to diverse applications. Whether it’s the rigidity of HDPE or the flexibility of LDPE, this process underscores the versatility of plastics in modern life. Mastery of polymerization is not just a scientific achievement but a practical necessity for sustainable and efficient plastic production.
Unveiling the Plastic Materials Behind Football Helmet Construction
You may want to see also
Explore related products

$116.18





![]()
Additive Incorporation: Stabilizers, pigments, and fillers are mixed to enhance properties
The process of creating virgin plastic granules is a complex dance of chemistry and engineering, where raw polymers are transformed into versatile materials. One critical step in this journey is additive incorporation, a stage where stabilizers, pigments, and fillers are introduced to enhance the plastic's properties. This is where the magic happens, turning a basic polymer into a tailored material ready for specific applications.
The Art of Mixing: A Delicate Balance
Imagine a master chef adding spices to a dish, each pinch carefully measured to create a perfect flavor. Similarly, in additive incorporation, stabilizers, pigments, and fillers are blended with precision. Stabilizers, such as antioxidants and UV absorbers, are added in dosages typically ranging from 0.1% to 2% by weight, depending on the polymer type and desired protection level. For instance, polyethylene, a common plastic, may require 0.2% of a phenolic antioxidant to prevent thermal degradation during processing. This step is crucial, as it ensures the plastic's longevity and performance in various environments.
Color and Function: Pigments and Fillers in Action
Pigments bring color to the otherwise translucent plastic, but their role goes beyond aesthetics. Titanium dioxide, a common white pigment, is added at 2-5% to improve UV resistance and opacity. Carbon black, another popular additive, not only provides a deep black shade but also enhances conductivity and UV stability when incorporated at 1-3%. Fillers, like calcium carbonate or talc, are introduced to improve mechanical properties and reduce cost. These mineral fillers can comprise up to 40% of the final compound, significantly increasing stiffness and impact resistance while maintaining processability.
A Step-by-Step Guide to Additive Incorporation
- Selection: Choose additives based on the desired properties. For outdoor applications, consider UV stabilizers and weather-resistant pigments.
- Measurement: Accurately measure each additive. Modern compounding systems use loss-in-weight feeders to ensure precision, especially for small dosages.
- Mixing: Combine the polymer and additives in a high-intensity mixer or extruder. The goal is to achieve uniform distribution, avoiding agglomerates that can weaken the material.
- Testing: Sample the compound for color consistency, mechanical properties, and stability. Adjust the formula if necessary, as this step is critical for quality control.
Cautions and Considerations
Overloading additives can be detrimental. Excessive stabilizers may migrate to the surface, affecting paint adhesion or printability. Pigment overload can lead to poor dispersion, resulting in uneven color and reduced mechanical strength. Fillers, if not properly dispersed, can cause processing issues and weaken the plastic. It's a delicate balance, requiring expertise and careful monitoring.
In the world of plastic manufacturing, additive incorporation is a pivotal process, transforming generic polymers into specialized materials. By understanding the role of each additive and mastering the mixing techniques, manufacturers can create plastics tailored to specific needs, ensuring performance, durability, and visual appeal. This step is a testament to the precision and innovation that goes into every virgin plastic granule.
Does Mod Podge Paper Mache Adhere Well to Plastic Surfaces?
You may want to see also
Explore related products






![]()
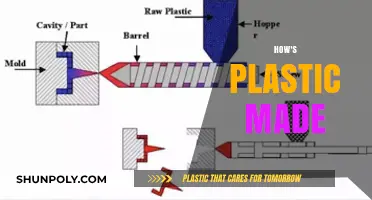
Extrusion & Pelletizing: Melted polymer is extruded, cooled, and cut into uniform granules
The extrusion and pelletizing process is a critical step in transforming raw polymers into virgin plastic granules, a form that is easily transportable, storable, and ready for further manufacturing. This stage begins with the melting of polymer resins, which are typically fed into an extruder via a hopper. The extruder, a long, heated barrel equipped with a rotating screw, serves a dual purpose: it melts the polymer by applying heat and pressure, and it mixes additives like stabilizers, plasticizers, or colorants uniformly into the molten material. The temperature within the extruder must be carefully controlled—too low, and the polymer won’t melt properly; too high, and it risks degradation. For example, polyethylene (PE) is typically processed at temperatures between 180°C and 250°C, while polypropylene (PP) requires slightly higher temperatures, around 200°C to 280°C.
Once the polymer is fully melted and homogenized, it is forced through a die—a plate with multiple small holes—at the end of the extruder. This die shapes the molten polymer into continuous strands, similar to spaghetti. The size and shape of the die holes determine the initial dimensions of the strands, which directly influence the final granule size. For instance, a die with 2mm holes will produce strands that, after cutting, result in granules approximately 2mm in diameter. This step requires precision, as inconsistencies in strand diameter can lead to uneven cooling and irregular granule shapes.
Cooling is the next critical phase. The hot polymer strands exit the die and are immediately cooled to solidify them. This is typically achieved by submerging the strands in a water bath or spraying them with water. The cooling rate must be carefully managed to avoid warping or cracking. For optimal results, the water temperature should be maintained between 20°C and 40°C, and the strands should remain in the cooling medium for 5 to 10 seconds, depending on the polymer type. Polyethylene, for example, cools faster than PVC, which retains heat longer due to its higher specific heat capacity.
After cooling, the solidified strands are fed into a pelletizer, where they are cut into uniform granules. The pelletizer uses rotating blades to slice the strands into precise lengths, typically 2mm to 4mm, depending on the application. The cutting speed and blade sharpness are crucial factors; dull blades can cause jagged edges, while excessive speed may lead to uneven cuts. The resulting granules are then dried to remove any residual moisture, which could compromise their quality during storage or further processing. This drying step often involves passing the granules through a dehumidifying hopper or a fluidized bed dryer.
The final product—virgin plastic granules—is a testament to the precision and control required in the extrusion and pelletizing process. These granules are not just uniform in size and shape but also consistent in their chemical and physical properties, making them ideal for injection molding, blow molding, or extrusion into final products. Manufacturers must adhere to strict quality control measures, such as monitoring melt flow index (MFI) and checking for contaminants, to ensure the granules meet industry standards. For instance, a deviation in MFI by as little as 10% can significantly affect the mechanical properties of the final plastic product. By mastering this process, producers can deliver a reliable raw material that forms the backbone of countless plastic applications, from packaging to automotive components.
1940s Eco-Innovation: Did Biodegradable Plastic Exist Back Then?
You may want to see also
Explore related products





![]()
Quality Control: Testing for size, shape, and chemical composition ensures product standards
Virgin plastic granules, the raw material for countless products, must meet precise specifications to ensure performance and safety. Quality control is the gatekeeper, employing rigorous testing to verify size, shape, and chemical composition.
Imagine a scenario where granules vary wildly in diameter – some too large for consistent melting, others too small for structural integrity. This inconsistency would lead to defective products, from brittle toys to leaky containers.
Size Matters: Granule size directly impacts processing efficiency and final product quality. Sieving analysis, a common technique, separates granules by size using a series of mesh screens. Laser diffraction, a more advanced method, measures particle size distribution with high precision, ensuring granules fall within a narrow range, typically expressed in micrometers (μm). For example, high-density polyethylene (HDPE) granules for blow molding might require a size range of 250-500 μm for optimal flow and wall thickness.
Shape Shifts Performance: Granule shape isn't merely aesthetic. Spherical or near-spherical granules flow smoothly during processing, preventing jams and ensuring uniform distribution. Irregular shapes can lead to agglomeration, affecting melt consistency and surface finish. Image analysis software, coupled with microscopy, quantifies shape parameters like circularity and aspect ratio. For instance, granules destined for injection molding often require a circularity above 0.85 to guarantee seamless part formation.
Chemical Composition: The Hidden Blueprint: Beyond physical attributes, chemical composition is paramount. Fourier-transform infrared spectroscopy (FTIR) identifies functional groups within the polymer, confirming the resin type and detecting potential contaminants. Differential scanning calorimetry (DSC) analyzes thermal properties, crucial for processing temperatures and material stability. For instance, a deviation in the melting point of polypropylene (PP) granules could indicate impurities or degradation, compromising the strength and durability of the final product.
The Takeaway: Quality control testing isn't just a checkbox; it's the cornerstone of reliable plastic production. By meticulously scrutinizing size, shape, and chemical composition, manufacturers ensure granules meet stringent standards, guaranteeing consistent performance, safety, and longevity in the products we rely on daily.
Unveiling the Plastic Secrets Behind Your Favorite Action Figures
You may want to see also
Frequently asked questions
Virgin plastic granules are primarily made from petroleum-based hydrocarbons, such as ethylene, propylene, or styrene, derived from crude oil or natural gas.
The process begins with the refining of crude oil or natural gas to extract the necessary hydrocarbons, which are then subjected to a process called polymerization to form long chains of plastic molecules.
After polymerization, the molten plastic is extruded through a die, cooled, and cut into small pellets or granules using specialized machinery like pelletizers.
Yes, additives such as stabilizers, plasticizers, colorants, and UV protectors are often mixed with the polymer during extrusion to enhance properties like durability, flexibility, and appearance.
The granules undergo a drying process to remove any moisture, followed by packaging into bags or containers for storage or transportation to manufacturers for further processing.