Plastic injection molding is a manufacturing process where heated and melted materials are injected into a mold, cooled, and solidified to form a product. However, there are various types of defects that can occur in the final product due to issues with the mold tooling, mold design, or the manufacturing process. These defects can result in the production of defective products that need to be discarded, wasting time and resources. Therefore, it is important to understand the common types of plastic molding defects and their causes to implement effective countermeasures.
| Characteristics | Values |
|---|---|
| Flow lines | Wavy pattern of slightly different colour than surrounding area |
| Flow marks | Ring-shaped bands on product's surface near entry points of the mold |
| Warping | Distortion that occurs as parts cool and solidify |
| Delamination | Thin layers on the surface of a molded part that separate or peel off the underlying material |
| Short shots | Molten plastic does not fill the mold cavity, resulting in incomplete parts |
| Splay | Surface-level light or white streak on the plastic |
| Sink marks | Depressions or indentations on the surface of injection-molded parts |
| Contamination | Presence of unwanted material or substance in the plastic resin or the molding machine |
| Flash | Excess material that occurs when molten plastic escapes from the mold cavity |
| Jetting | Resin enters the mold too quickly and begins to cool before the entire cavity is filled |
| Discoloration | Cloud-like discolouration near the gate |
Explore related products


$49.99 $54.99




What You'll Learn
![]()
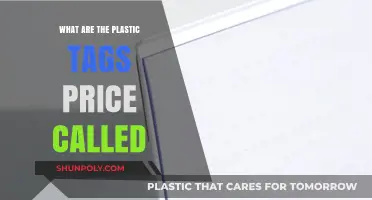
Flow lines/weld lines
Flow lines, also known as weld lines, knit lines, or meld lines, are a type of defect that occurs in plastic injection molding. These lines are formed when two or more flow fronts of molten plastic fail to properly 'knit' or 'weld' together during the molding process, resulting in a weak bond between the plastic flows. This creates a visible line on the surface of the plastic part, which can affect both the aesthetics and functionality of the finished product.
Weld lines typically appear as a wavy pattern or ring-shaped bands on the surface of the plastic, often in narrower sections or near the entry points of the mold. While they may not always impact the integrity of the component, they can be unsightly and may be unacceptable in certain consumer products. Additionally, weld lines can decrease the durability of the plastic part due to the fragile nature of the weld between the two plastic flows.
There are several factors that can contribute to the formation of weld lines. One common cause is insufficient pressure to drive the flow and cause it to meld back together. This can be the result of a faulty machine, inappropriate settings, or issues with the mold design. Premature solidification due to insufficient temperature can also lead to weld lines, as it causes inconsistent plastic flow.
To prevent weld lines, it is important to ensure a single flow front throughout the molding process and maintain optimal temperatures to prevent premature solidification. Increasing the wall thickness can help facilitate pressure transmission and increase melt temperature, slowing down the cooling speed of the resin. Additionally, adjusting the gate dimension and position can help minimize the impact of weld lines on the final product.
By understanding the causes of weld lines and implementing preventative measures, businesses can improve the quality and functionality of their injection-molded plastic parts.
Choosing the Right Thickness for Greenhouse Plastic
You may want to see also
Explore related products






![]()
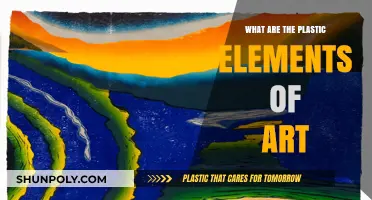
Delamination
To prevent delamination, it is crucial to ensure that the plastic resin is properly dried and free from contaminants. The mold temperature and processing conditions should also be optimized to promote better material flow and bonding. Additionally, using compatible materials that can properly bond with each other is essential.
From a processing standpoint, reducing the shear stress on the material can help prevent delamination. This can be achieved by increasing the mold temperature, melt temperature, and/or reducing the injection speed. Increasing the gate size can also help reduce shear stress. Adjusting the processing parameters, such as mold temperature, melt temperature, and injection speed, is often necessary to eliminate delamination.
Applying mold-release sprays or coatings as intended is crucial to preventing delamination. Excessive use of release agents can contribute to the issue, so it is important to follow the recommended application guidelines. Implementing preventative measures and understanding the causes of delamination are critical, especially in industries where product quality and reliability are of utmost importance, such as automotive, electronics, and medical devices.
Mycelium Packaging: Costlier Than Plastic?
You may want to see also
Explore related products






![]()
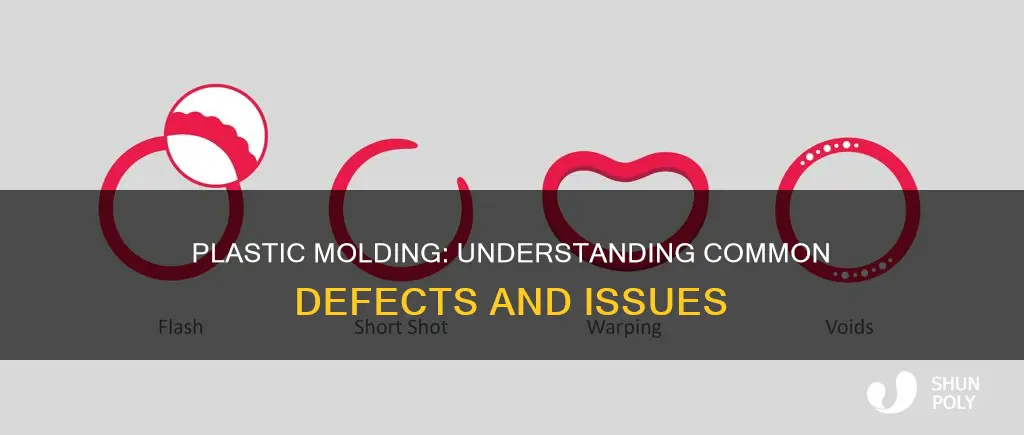
Warping
One of the main causes of warping is the rapid cooling of the molten plastic. When plastic cools too quickly, it can result in uneven stresses on the material, leading to warping. This problem can be exacerbated by excessive temperatures or low thermal conductivity of the molten material. Additionally, if the operator opens the mold too soon, the plastic may not have sufficient time to cool evenly, resulting in uncontrolled shrinkage rates and warping.
Mold design also plays a significant role in warping. If the walls of the mold have non-uniform thickness, shrinkage can increase, leading to warping. This is because thickness differences in the product's material placement can lead to shrinkage differences and warpage. Additionally, uneven mold temperatures can cause inconsistent shrinkage and deformation, resulting in warping.
To prevent warping, it is important to ensure a gradual and controlled cooling process, maintain uniform wall thickness in the mold design, and select plastic materials with low shrinkage rates and good flowability. Additionally, operators should use an automatic process cycle to maintain consistent cooling times and avoid opening the mold prematurely.
Stash Teabags: Plastic Pollution in Your Cup?
You may want to see also
Explore related products





![]()
Short shots
There are several factors that can contribute to short shots. One of the primary causes is insufficient injection pressure or speed, which prevents the molten plastic from reaching all parts of the cavity before cooling. This issue can be exacerbated by complex mold designs with thin walls or distant cavities. Enhancing the injection pressure and speed is an effective solution to address this problem. Additionally, improper calculation of shot size and inadequate heating of the plastic material can result in short shots. It is crucial to ensure that the molten plastic is at the correct temperature for optimal flow and that the shot size is adjusted according to the specific mold design.
Another factor influencing short shots is the viscosity of the plastic. When a material has high viscosity, it may flow too slowly to fill detailed molds completely. In such cases, it is recommended to work with a plastic injection molding manufacturer who can suggest solutions, such as using materials with lower viscosity or modifying the mold design.
Improper or inadequate venting can also lead to short shots. If there is insufficient venting or it is done incorrectly, the air in the mold cavity becomes trapped, restricting the flow of plastic resin. To resolve this issue, additional venting can be introduced near the areas experiencing short-shot issues. For deep cavities, creating vent grooves or holes at the short shot location can improve ventilation.
Landfills and Plastics: What's the Environmental Impact?
You may want to see also
Explore related products





![]()
Discolouration
Overheating the plastic resin results in thermal degradation, which darkens the colour. This can be caused by high barrel or nozzle temperatures, inadequate screw design, or a long cycle time. It is important to carefully monitor and control the temperature of the mould and the plastic material to prevent this. Ensuring the plastic resin is properly dried and free from contaminants will also help maintain colour consistency.
Contamination in injection moulding refers to the presence of any unwanted material or substance in the plastic resin or moulding machine. This can include dust, dirt, oil, metal shavings, or degraded or undesired materials. Contamination can cause discolouration by introducing foreign particles that alter the colour of the plastic. To prevent this, it is important to ensure proper handling and storage of materials, as well as regular cleaning of equipment.
Manufacturing errors can also cause discolouration. For example, if the plastic is injected into the mould too quickly, the high pressure can cause the material to overheat or volatize, resulting in discolouration. Additionally, if the melt temperature is too low, the plastic may become too viscous and fail to stick to the surface of the mould, leading to discolouration and other flaws.
Inventor's Guide to Molding Plastic Shapes
You may want to see also
Frequently asked questions
Some common plastic molding defects include flow lines, sink marks, surface delamination, weld lines, short shots, warping, jetting, vacuum voids, discoloration, and flash.
Flow lines are molding defects that appear as wavy patterns on the surface of the product. They are caused by variations in the cooling speed of the material as it flows in different directions throughout the mold.
Short shots occur when the molten plastic does not completely fill the mold cavity, resulting in incomplete parts. This defect is typically caused by insufficient injection pressure or speed, improper calculation of shot size, or inadequate heating of the plastic material.
Warping occurs when a portion of the molded product becomes deformed or warped due to various factors, including resin shrinkage, temperature differences in the mold, molding conditions, and product shape.
Surface delamination is a defect where the surface of the molded part splits or peels away, revealing layers beneath. It is caused by the presence of contaminants such as foreign particles or moisture, which prevent the plastic from bonding properly.
Flash is a defect where excess material or unwanted protrusions occur on the molded product due to material spilling over from the mold. It can be caused by parting line mismatches, improper venting, low clamping pressure, or low viscosity.












![Collateral Defect [Explicit]](https://m.media-amazon.com/images/I/71hUCRre1nL._AC_UY218_.jpg)