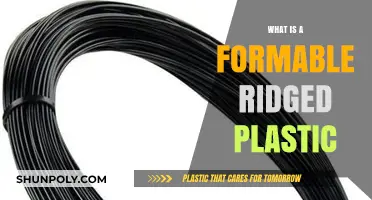
Flow lines are a common defect in the plastic injection moulding process, appearing as linear grooving or circular ripples on the surface of a moulded part. They are indicative of the direction of material flow within the mould cavity and can be caused by varying wall thicknesses, mould gate locations, and rough flow paths. To prevent flow lines, the temperature of the molten plastic can be increased, the mould temperature can be raised, or injection speed and pressure can be increased.
| Characteristics | Values |
|---|---|
| Definition | Linear grooving, or circular ripples, on the surface of a molded part that indicate the direction of material flow within the cavity of the mold |
| Other names | Dieseling |
| Causes | Varying wall thicknesses, mold gate locations, rough flow paths, trapped air |
| Remedies | Increase injection pressure, optimize residence time, increase barrel temperature, increase nozzle temperature, increase mold temperature, vent the mold, use a lubricant, operate the machine on automatic cycle, increase injection speed and pressure |
Explore related products






What You'll Learn
- Flow lines are linear grooving or circular ripples on the surface of a moulded plastic part
- Flow lines are defects in the injection moulding process
- Flow lines are caused by trapped air in the mould as plastic is injected
- Flow lines can be prevented by increasing the temperature of the molten plastic or the mould
- Flow lines can also be prevented by adjusting the injection speed and pressure
![]()
Flow lines are linear grooving or circular ripples on the surface of a moulded plastic part
Flow lines are a defect in the injection moulding process. They are distinguishable differences in colour, texture, or crystal arrangement that indicate flow has occurred in a plastic solid. Flow lines can also be defined as linear grooving or circular ripples on the surface of a moulded plastic part, indicating the direction of material flow within the cavity of the mould. They are caused by trapped air in the mould, which becomes superheated and scorches the plastic when compressed by the pressure of the injected plastic. This can cause black plastic parts to turn reddish-brown, and white parts to turn deep brown.
There are several remedies to prevent flow lines from occurring. One method is to increase the injection pressure, forcing the molten plastic against the mould cavity before it solidifies. Another is to increase the temperature of the molten plastic or the mould itself, ensuring the plastic has a smooth and orderly fill. The injection speed and pressure can also be increased, but this may introduce new defects. It is important to ensure the mould design is thoroughly reviewed, as changes during production can be expensive. Optimising the residence time by properly sizing the mould to the machine and adjusting the cycle time can also help to prevent flow lines.
Additionally, the viscosity of the plastic being moulded determines the depth of the vent. Stiff materials can use deeper vents, while fluid materials require thinner vents. At least 30% of the parting line perimeter should be vented, and more vents can be added where flow lines appear. The location of mould gates should be moved away from mould coolants to allow the material to flow more evenly and prevent premature cooling. Finally, using a lubricant can help to achieve a more uniform blend, ensuring all the material has the same flow rate.
Restoring Damaged Plastic Coins: A Simple DIY Guide
You may want to see also
Explore related products




$9.93 $21.8


![]()
Flow lines are defects in the injection moulding process
Flow lines are a common defect in the plastic injection moulding process. They are characterised by linear grooving or circular ripples on the surface of a moulded part, indicating the direction of material flow within the mould cavity. Flow lines are distinguishable by differences in colour, texture, or crystal arrangement.
The primary cause of flow lines is trapped air in the mould tool as plastic is injected. When this trapped air is compressed by the pressure of the injected plastic, it becomes superheated and can scorch the plastic, resulting in discolouration. This issue can be addressed by reducing the injection speed to allow the vents to expel the air more effectively.
Another cause of flow lines is the design of the mould. Varying wall thicknesses, mould gate locations, and rough flow paths can all contribute to the formation of flow lines. To prevent this, it is important to ensure that the mould design allows for a smooth and orderly fill. Rounding the corners where wall thickness varies can help prevent sudden changes in flow rate, while moving the mould gates away from the mould coolant enables more even material flow and prevents premature cooling.
To rectify flow lines, one can increase the injection pressure, forcing the molten plastic against the mould cavity before it solidifies. Increasing the mould temperature can also help, ensuring proper material flow and mould packing. Additionally, optimising residence time by properly sizing the mould to the machine and adjusting the barrel and nozzle temperatures as recommended by the material supplier can eliminate flow lines.
It is important to note that the use of lubricants, if necessary, should be uniformly blended with the material to maintain a consistent flow rate. Operating the machine on an automatic cycle can also aid in maintaining consistent cycles and reducing defects.
Kick Plastic: Small Steps, Big Impact
You may want to see also
Explore related products


$13.83 $23.57




![]()
Flow lines are caused by trapped air in the mould as plastic is injected
Flow lines are a common imperfection in plastic injection moulding, appearing as linear grooving or circular ripples on the surface of the moulded plastic. They are caused by trapped air in the mould as plastic is injected, which can scorch the plastic, creating burn marks. This is known as "dieseling".
The trapped air is compressed by the pressure of the injected plastic, which becomes superheated and can scorch the plastic. This can turn black plastic into a reddish-brown colour, or white plastic into a deep brown. To prevent this, the injection speed can be reduced, which improves the ability of the vents to expel the trapped air. However, this may introduce new defects, so it is important to also consider the size and location of the vents in relation to the tool and material.
Flow lines can also be caused by uneven cooling of the molten plastic within the mould. This can be due to changes in the plastic's rate of cooling as it moves through the mould in various directions, or because of uneven wall thickness in the mould design. To prevent flow lines caused by uneven cooling, it is important to ensure that the mould temperature is high enough to properly melt the plastic and that the injection pressure is sufficient to force the plastic against the surface of the mould. Increasing the nozzle temperature and diameter can also help to prevent premature cooling.
In addition to adjusting the mould temperature and pressure, using a material with a higher Melt Flow Index (MFI) can help to prevent flow lines, as plastics with a higher MFI are less prone to flow marks. Relocating the mould gates farther from the coolant can also increase cooling time and reduce flow lines.
Plastics Without BPA: Are They Safe or Dangerous?
You may want to see also
Explore related products






![]()
Flow lines can be prevented by increasing the temperature of the molten plastic or the mould
Flow lines are a defect in injection-molded plastic items that appear as linear grooves or circular ripples on the surface. They indicate the direction of material flow within the mold cavity. These lines are caused by a sudden decrease or change in flow rate, which can be due to varying wall thicknesses, mold gate locations, and rough flow paths.
To prevent flow lines, it is crucial to ensure a smooth and consistent material flow. One effective method is to increase the temperature of the molten plastic or the mold. By doing so, you can delay the premature cooling of the plastic and allow it to flow more easily.
When it comes to increasing the temperature of molten plastic, you can adjust the barrel temperature according to the recommendations of the material supplier. This ensures that the plastic remains hot enough to fill and pack the mold, eliminating flow lines. Additionally, increasing the nozzle temperature can help maintain the desired heat level. As a rule of thumb, the nozzle temperature should be set 10 degrees Fahrenheit higher than the front zone of the barrel to compensate for heat loss due to metal-to-metal contact.
Regarding the mold temperature, it is important to increase it to a point where the plastic achieves proper flow and packs out the mold. Start with the recommendations provided by the material supplier and make adjustments as needed. This approach ensures that the plastic flows smoothly and fills the mold completely, reducing the occurrence of flow lines.
In summary, increasing the temperature of the molten plastic or the mold can effectively prevent flow lines in plastic injection molding. By optimizing temperatures and ensuring smooth material flow, manufacturers can reduce defects and produce high-quality, aesthetically pleasing products.
Transforming Plastics: Chrome Plating Process
You may want to see also
Explore related products






![]()
Flow lines can also be prevented by adjusting the injection speed and pressure
Flow lines are surface defects that occur in plastic injection moulding. They are caused by variations in cooling rates, which result in different plastic thicknesses and optical properties. Flow lines can be prevented by optimising the mould design and adjusting the injection speed and pressure.
The injection speed refers to the screw's forward speed, but the crucial factor is the flow speed of the melt within the mould cavity. The flow speed of the melt depends on the cross-sectional area in the flow direction. To ensure product quality standards, the injection speed setting should keep the melt front flow speed constant. When the melt front reaches a cross-sectional area, it should slow down. For moulds with radial diffusion, ensure a balanced increase in melt flow. Long flow paths must be quickly filled to reduce the cooling of the melt front. Adjusting the injection speed can help eliminate defects caused by slow flow at the gate.
Too low an injection speed will result in surface imperfections such as flow lines, poor weld lines, and incomplete fill. If the injection speed is too high, diesel effects (scorched air at the end of the flow path) can occur. It was investigated that the improvement of the joint line strength is neutralised by the diesel effect, or even impaired by it. Customised tool ventilation can help to remedy this.
The injection pressure is provided by the hydraulic system of the injection moulding machine. The system pressure acts on the injection cylinder, transforming into injection pressure, providing the instantaneous kinetic energy to drive the hydraulic oil. The level of injection pressure affects the quality and dimensional accuracy of the moulded products, the performance of the plastic melt, and the stability of the injection process. Injection pressure is adjusted via a PID control system, whereas system pressure is adjusted by the hydraulic system’s control circuit and its boosting unit.
For the internal heat exchanger cycle, the increase of injection pressure results in the increase of mass flow in the injection line. This is because the increase of injection pressure is typically controlled by increasing the opening of the valve in the injection line. With the increasing mass flow rate, the heat transfer through the internal heat exchanger could be enhanced, which further reduces the inlet enthalpy through the evaporator. This is favourable for increasing the system cooling capacity. However, enhancing the heat transfer could raise the superheating of the injected vapour, which would reduce the two-phase heat transfer area and the inlet enthalpy of the refrigerant entering the evaporator. Therefore, the injection pressure should be within a certain range to achieve the maximum cooling capacity.
The Benefits of DIY Plastic Curbing
You may want to see also
Frequently asked questions
Flow lines are linear grooving, or circular ripples, on the surface of a molded plastic part. They indicate the direction of material flow within the cavity of the mold.
Flow lines are caused by varying wall thicknesses, mold gate locations, and rough flow paths.
To prevent flow lines, you can increase the temperature of the molten plastic, raise the mold temperature, or increase injection speed and pressure.
The fundamental fix for flow lines is to ensure the mold design is thoroughly reviewed to ensure that the material has a smooth and orderly fill.
Flash is plastic that escapes from the mold, cools, and remains attached to the part. It is often found near the parting line or the ejector pins.