Stress marks are the bright and white traces that appear on plastic due to internal stress. They are caused by the cooling and shaping of molten polymer during the plastic injection moulding process. While stress marks indicate actual damage to the plastic, they can be covered up with paint or markers. However, it is important to note that the only way to truly get rid of stress marks is to melt and re-bond the stressed plastic.
Characteristics and Values
| Characteristics | Values |
|---|---|
| Appearance | Bright and white traces |
| Cause | Internal stress, including orientation stress and cooling shrinkage stress |
| Prevention | Differentiate poor wall thickness, avoid large ribs on male molds, set up reasonable gates, place moving parts tightly, set up holding pressure and time, adjust mold temperature |
| Cover-up | Painting, sanding, Real Touch markers, matte coat |
Explore related products






What You'll Learn
- Stress marks are caused by internal stress, including orientation and cooling shrinkage stress
- Residual stress is an inherent force resulting from the plastic injection moulding process
- Poor wall thickness can cause stress marks
- Stress marks can be caused by cutting too close to the plastic
- Painting over stress marks can reduce their visibility
![]()
Stress marks are caused by internal stress, including orientation and cooling shrinkage stress
Stress marks on plastic products are undesirable cosmetic and structural defects. They are often characterised by visible discolouration, whitening, or shininess on the surface of the product. These marks are caused by internal stresses, which can be influenced by a variety of factors, including orientation and cooling shrinkage stress.
Internal stress is an inherent result of plastics manufacturing processes. It occurs when molten polymers are cooled and shaped, leading to residual stress. This residual stress can cause the product to warp or shrink, resulting in packaging failures, loss of product, or unattractive appearance.
Orientation stress is influenced by the orientation of macromolecular chains within the plastic. The faster the injection speed during manufacturing, the greater the orientation of the molecular chain, resulting in increased orientation stress. A slower injection speed, however, may cause the plastic melt to stratify, forming melt marks and stress concentration lines, which can lead to stress cracking. Therefore, a moderate injection speed is recommended to minimise orientation stress.
Cooling shrinkage stress, on the other hand, is caused by differential cooling rates and non-uniform temperature distribution. When different areas of the plastic part cool at varying rates, it leads to variations in shrinkage, resulting in internal stresses and the formation of stress marks. Thick and thin wall thicknesses have different cooling rates, contributing to stress concentration and the development of stress marks. Additionally, a cooling rate that is too high or too low can also cause internal stress and subsequent stress marks.
To minimise the occurrence of stress marks, manufacturers can implement several strategies. These include optimising part design by ensuring uniform wall thickness, avoiding sharp corners, incorporating fillets and radii, and proper gate number and location. Additionally, controlling cooling rates, managing melt and mold temperatures, and adjusting injection pressure and holding time can help reduce internal stresses and minimise stress marks.
Air Fryer Plastic Smell: Why It Happens and How to Fix It
You may want to see also
Explore related products






![]()
Residual stress is an inherent force resulting from the plastic injection moulding process
Plastic parts are manufactured through the plastic injection moulding process. This process involves injecting molten resin into a mould to form the desired part. However, this process introduces inherent forces within the plastic that result in residual stress.
Residual stress is a force that develops within injection-moulded plastic parts due to the aggressive conditions the plastic resin undergoes during the moulding process. The polymer molecules experience shear deformation as they are melted and injected into the mould, causing them to align and stretch in the direction of flow. This alignment and elongation place the polymer chains in a stressed state. When the molten resin comes into contact with the cold mould wall, it rapidly cools and freezes the polymer chains in this elongated state, resulting in tensile stress within the part.
The presence of residual stress in injection-moulded plastic parts is inevitable, and it can have significant implications on the performance and longevity of the final product. This stress can lead to part failures after the product has been assembled and used for a period. The sum of internal or residual stress and external stress can exceed the strength of the plastic, resulting in cracks and deformation.
To mitigate the effects of residual stress, manufacturers can employ various techniques during the design and moulding process. One method is to reduce the temperature at the gate and increase the slow cooling time, improving the residual stress distribution within the product. Additionally, higher mould temperatures generally result in lower residual stress, as the product cools slowly and the polymer chains have more opportunity to recoil and relax.
Engineers and designers can also utilise simulations and thermal cycling to quantify and predict residual stress in their parts, allowing them to make informed decisions regarding material selection, part design, and processing. By accounting for residual stress, manufacturers can optimise their products to enhance performance and reduce the likelihood of failures due to stress-related issues.
Plastics and Obesity: Are Chemicals the Missing Link?
You may want to see also
Explore related products






![]()
Poor wall thickness can cause stress marks
Stress marks are the bright and white traces caused by internal stress, which includes orientation stress and cooling shrinkage stress. Poor wall thickness is a significant factor contributing to these internal stresses and the formation of stress marks.
When plastic products have varying wall thicknesses, differential cooling and shrinkage occur, leading to stress marks. This is because the outer layer of the plastic cools, solidifies, and shrinks first, while the inner layer may still be in a molten state. As a result, the core layer is subjected to compressive stress, and the surface layer experiences tensile stress. Consequently, the internal stress increases from the surface layer to the inner layer.
Maintaining a consistent wall thickness is crucial for minimizing these issues. A general guideline suggests a uniform wall thickness between 1.2 mm and 3.0 mm for most common plastics. However, the optimal thickness may vary depending on the material and part size.
To prevent stress marks caused by poor wall thickness, it is essential to ensure even cooling and material flow. This can be achieved by optimizing mould temperature, material selection, and process parameters. Additionally, adequate venting in the mould allows air and gases to escape as the molten plastic fills the cavity, preventing air traps and burn marks that can affect the surface finish and structural integrity of the part.
Furthermore, the gate design, which includes its size, location, and type, plays a significant role in preventing stress marks. A suboptimal gate design can lead to stress concentration and restrict material flow, resulting in high shear rates and stress marks. By optimizing the gate design and ensuring uniform wall thickness, manufacturers can minimize the occurrence of stress marks in plastic products.
Plastic Storage: NM Code-Compliant?
You may want to see also
Explore related products






![]()
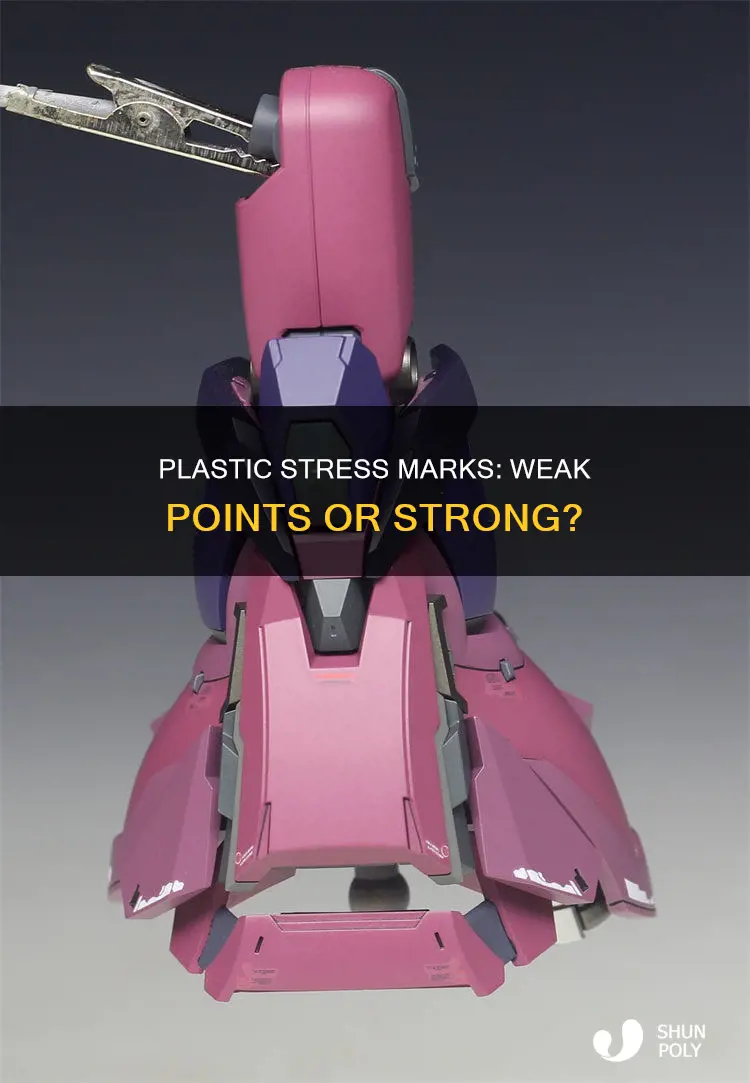
Stress marks can be caused by cutting too close to the plastic
Stress marks on plastic are an indication that the plastic is being warped. They are caused by cutting too close to the plastic when removing it from the sprue, or by using poor-quality nippers that pinch the plastic instead of cutting it.
Cutting too close to the plastic with a knife can also cause stress marks. This can happen when removing excess plastic or making stray cuts. Sharp edges or corners can also cause stress marks by generating a shear imbalance within the part's geometry, which increases the potential for stress. This is because sharp metal edges in moulds will cut a polymer chain as it passes, much like a sharp knife cuts skin.
To prevent stress marks, it is recommended to leave a large nub on the gate and then remove the excess plastic after. Using a sharp set of nippers can also help to lessen the chances of causing stress marks.
While there is no way to fully fix stressed plastic, there are some methods to improve its appearance. One way is to use a matte coat or paint to blend in the stress marks and make them less noticeable. Scratching at the marks with a fingernail can also help to reduce their appearance.
Tearing Hard Plastic: Easy Ways to Open Packaging
You may want to see also
Explore related products





![]()
Painting over stress marks can reduce their visibility
Stress marks on plastic are caused by damage to the plastic itself, resulting in white marks that can be unsightly and undesirable. While it is challenging to completely remove these marks, there are techniques to reduce their visibility. Painting over stress marks is one effective method to minimise their appearance and make them less noticeable.
When building plastic models, it is common to accidentally cut too close to the plastic or make stray cuts with a knife, resulting in white stress marks. These marks are not just discolouration but actual damage to the plastic. As such, they cannot be simply removed, and the affected area cannot be restored to its original state.
Painting offers a solution to disguise these marks and improve the overall appearance of the plastic. By applying paint that closely matches the colour of the plastic, the white stress marks can be covered up, resulting in a more uniform and aesthetically pleasing look. It is important to note that this method does not repair the damage but instead provides a cosmetic solution to make the marks less visible.
To further enhance the effectiveness of painting, a matte top coat can be applied. This helps to blend the painted areas with the surrounding plastic, making the stress marks even less conspicuous. Additionally, sanding down the stress marks before painting can also reduce their visibility. By smoothing out the surface, the marks become less prominent, and the paint application can blend more seamlessly with the rest of the plastic.
For those seeking to minimise the appearance of stress marks on plastic, painting offers a viable solution. While it may not completely erase the damage, it can significantly reduce the visibility of these marks, providing a more uniform and attractive finish. By using paint that closely matches the colour of the plastic and employing techniques like sanding and applying a matte top coat, the visibility of stress marks can be effectively reduced.
Combining Plastics: Are Types 1 and 2 Mixable?
You may want to see also
Frequently asked questions
Stress marks are the bright and white traces caused by internal stress, which includes orientation stress and cooling shrinkage stress.
Stress marks form when molten polymer is cooled and shaped during the plastic injection moulding process.
You can't fix stressed plastic. You can only get it back to its original shape and paint over it.
To prevent stress marks, you can leave a large nub off the gate and then remove the excess plastic. Using a sharp set of nippers can also help lessen the chances of causing stress marks.