Plastic injection moulding is a manufacturing process that involves injecting plastic into a mould. During this process, the plastic shrinks as it cools and solidifies. The amount of shrinkage depends on various factors, including the type of material, wall thickness, cooling rates, and moisture content. In general, plastics can shrink up to 20-25% during injection moulding, and this shrinkage can continue even after the part has been ejected from the mould as it stabilises to the surrounding environment. This process is critical to understand and control to ensure the final product meets the desired specifications.
| Characteristics | Values |
|---|---|
| Amount of shrinkage | 20% to 25% |
| Cause of shrinkage | Thermal contraction |
| Cause of shrinkage | Crystallization (semi-crystalline polymers only) |
| When shrinkage occurs | During the cooling phase |
| When shrinkage occurs | After the part has been ejected from the mould |
Explore related products





What You'll Learn
![]()
Volumetric shrinkage
The amount of shrinkage depends on the type of material, with plastics generally shrinking up to 25% during the injection moulding process. The material supplier will usually provide a material data sheet that specifies a shrinking range for the material. For example, a 0.100-inch wall thickness may have a shrinking range of 0.005-0.007/in/in. This means that the parts would be expected to have a shrink average of 0.006″ along those walls.
The part may continue to shrink very slightly for several hours or even days until the temperature and moisture content stabilise to match that of the surrounding environment. Minimal shrinkage can continue after the part’s ejection, which can cause uneven shrinkage or warpage. This can lead to severe part defects.
The Cost of Plastic Sun Lenses: How Much?
You may want to see also
Explore related products






![]()
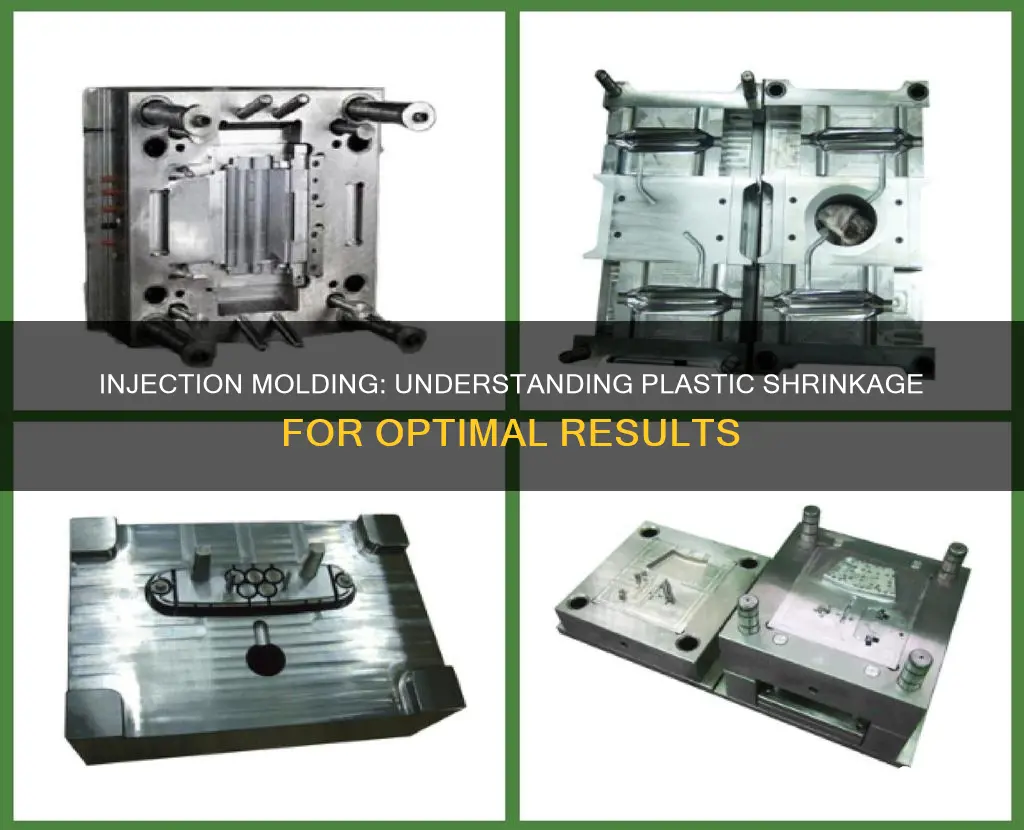
Thermal contraction
Volumetric shrinkage contracts the part in all dimensions. This can result in well-known types of warpage. The “bowl” occurs when the perimeter has more volume, stays hotter, and shrinks more, causing the centre area to pop up. The “saddle” occurs when the perimeter freezes but the centre continues to shrink, pulling the perimeter in and causing it to buckle and/or twist to maintain its length.
When plastics are injected into a mould, they are subjected to a new set of conditions that affect how they shrink. Specifically, shear and extensional forces act on the polymer during the filling and packing phases. The part may continue to shrink very slightly for several hours or even days until the temperature and moisture content stabilise to match that of the surrounding environment. As a result, to maintain consistency and suitable part stabilisation, the dimensional inspection should wait at least a day after part ejection.
When developing parts with tight tolerances, it is critical to factor in the shrink rate at the tooling design stage, to ensure that the final parts meet the model specs. The material supplier will usually provide a material data sheet that specifies a shrinking range for the material.
Covering Rims with Plastic: Cost and Benefits Explored
You may want to see also
Explore related products






![]()
Semi-crystalline polymers
During the injection moulding process, plastics can shrink by up to 25%. The amount of shrinkage depends on the type of material, wall thickness, cooling rates and other variables. Semi-crystalline polymers are a type of plastic that exhibits a unique shrinkage behaviour due to their partial crystallinity.
When semi-crystalline polymers are heated and injected into a mould, they undergo a phase change from a solid to a liquid state. As the polymer cools, it begins to crystallise and form ordered regions within its structure. This crystallisation process leads to a decrease in the density of the polymer, resulting in shrinkage. The amount of shrinkage in semi-crystalline polymers is influenced by various factors, including the cooling rate, mould design, and processing conditions.
The cooling rate plays a significant role in determining the extent of shrinkage. Rapid cooling can result in higher shrinkage rates as the polymer chains have less time to rearrange and form ordered structures. On the other hand, slower cooling rates allow for more gradual crystallisation, potentially leading to lower shrinkage levels.
Mould design is another critical factor affecting shrinkage in semi-crystalline polymers. The thickness and geometry of the mould can impact the cooling rate and the distribution of crystallisation. Thicker sections may cool and shrink at a different rate compared to thinner areas, leading to warpage or uneven shrinkage.
Processing conditions, such as injection speed, pressure, and temperature, can also influence the shrinkage behaviour of semi-crystalline polymers. Higher injection speeds and pressures can induce shear stresses that affect the orientation and arrangement of polymer chains, potentially impacting the final dimensions of the moulded part.
To minimise shrinkage and ensure consistent results, it is crucial to consider the specific characteristics of the semi-crystalline polymer being used. Material suppliers typically provide data sheets that specify the expected shrinkage range for a given material. By understanding the unique properties of semi-crystalline polymers and implementing proper mould design, processing parameters, and quality control measures, manufacturers can effectively manage shrinkage and produce high-quality injection-moulded parts.
Plastic Surgeon Salaries in California: High Earners
You may want to see also
Explore related products






![]()
Crystallization
Crystallisation is a key part of the injection moulding process. Plastics can shrink up to 20-25% during injection moulding, with the average being around 0.006/in/in. The amount of shrinkage depends on the type of material, the wall thickness, cooling rates, and other variables.
The primary cause of shrinkage is the transition from the density of melted plastic to the density of its cooled, rigid state. This transition results in a contraction of the plastic in all dimensions, known as volumetric shrinkage. Volumetric shrinkage can lead to warpage, which is when areas of the part shrink unevenly, causing severe defects.
To avoid warpage and ensure the final parts meet the model specifications, it is critical to factor in the shrink rate at the tooling design stage. The material supplier will usually provide a material data sheet that specifies a shrinking range for the material. For example, a 0.100-inch wall thickness may have a shrinking range of 0.005-0.007/in/in, resulting in an expected shrink average of 0.006″ along those walls.
To maintain consistency and suitable part stabilisation, the dimensional inspection should be conducted at least a day after part ejection, as the part may continue to shrink very slightly until the temperature and moisture content stabilise.
Lucrative Earnings of Plastic Surgeons: Monthly Breakdown
You may want to see also
Explore related products






![]()
The 'saddle'
In general, plastics can shrink up to 20-25% during the injection moulding process. The amount of shrinkage depends on the type of material, wall thickness, cooling rates and other variables. The primary cause of shrinkage is the transition from the density of melted plastic to the density of its cooled, rigid state.
When plastics are injected into a mould, they are subjected to a new set of conditions that affect how they shrink. Shear and extensional forces act on the polymer during the filling and packing phases. Volumetric shrinkage contracts the part in all dimensions and results in well-known types of warpage. The "bowl" occurs when the perimeter has more volume, stays hotter, and shrinks more, causing the centre area to pop up. The saddle occurs when the perimeter freezes but the centre continues to shrink, pulling the perimeter in and causing it to buckle and/or twist to maintain its length.
The part may continue to shrink very slightly for several hours or even days until the temperature and moisture content stabilise to match that of the surrounding environment. As a result, to maintain consistency and suitable part stabilisation, the dimensional inspection should wait at least a day after part ejection. Plastic injection moulded part shrinkage units are expressed as thousandths of an inch per linear inch (0.00X /in/in). Typical shrink rates vary between 0.001/in/in and .020/in/in – depending on material, wall thickness, cooling rates and other variables – with the average being around 0.006/in/in. When calculating shrinkage, the tooling engineer simply scales the mould tooling by 1.00X.
When developing parts with tight tolerances, it is critical to factor in the shrink rate at the tooling design stage, to ensure that the final parts meet the model specs. The material supplier will usually provide a material data sheet that specifies a shrinking range for the material. For example, a material data sheet might specify a shrinking range of 0.005-0.007/in/in for a 0.100-inch wall thickness. In turn, if the wall was 0.100″ during validation and inspection, the parts would be expected to have a shrink average of 0.006″ along those walls.
The Cost of Plastic Lunch Trays: How Much?
You may want to see also
Frequently asked questions
Plastics can shrink up to 25% during the injection moulding process.
The primary cause of shrinkage is the transition from the density of melted plastic to the density of its cooled, rigid state.
Plastic injection moulded part shrinkage units are expressed as thousandths of an inch per linear inch (0.00X /in/in). The average shrink rate is around 0.006/in/in.
Minimal shrinkage can continue after the part has been ejected as the moisture and temperature stabilise. If areas of the part shrink unevenly, it can cause severe defects.
The material supplier will usually provide a material data sheet that specifies a shrinking range for the material. When developing parts with tight tolerances, it is critical to factor in the shrink rate at the tooling design stage to ensure that the final parts meet the model specs.