Plastic jars are manufactured through a multi-step process that begins with the selection of raw materials, typically polyethylene terephthalate (PET) or high-density polyethylene (HDPE). The chosen plastic resin is first heated to its melting point and then injected into a mold shaped like the jar, where it cools and solidifies. This injection molding technique allows for precise control over the jar's dimensions and design. After molding, the jars undergo a series of finishing processes, including trimming excess material, adding threads for lids, and applying labels or other decorative elements. Quality control checks are performed at various stages to ensure the jars meet safety and durability standards before they are packaged and distributed for consumer use.
| Characteristics | Values |
|---|---|
| Raw Material | Primarily Polyethylene Terephthalate (PET) or High-Density Polyethylene (HDPE), derived from petroleum-based hydrocarbons. |
| Manufacturing Process | Injection Molding or Blow Molding. Injection molding is more common for smaller jars, while blow molding is used for larger containers. |
| Temperature | Molding temperatures range from 250°C to 290°C (482°F to 554°F) for PET and 200°C to 260°C (392°F to 500°F) for HDPE. |
| Cycle Time | Typically 15-30 seconds per jar, depending on size and material. |
| Color Addition | Pigments or dyes are added during the molding process for colored jars. |
| Thread Formation | Threads for lids are molded directly into the jar during production. |
| Cooling Time | 10-20 seconds in the mold, followed by air cooling for 1-2 minutes. |
| Weight | Varies by size; e.g., a 500ml PET jar weighs approximately 20-30 grams. |
| Recyclability | PET jars are 100% recyclable; HDPE jars are also recyclable but with varying efficiency. |
| UV Protection | Additives like UV stabilizers are often included to protect contents from UV light. |
| Barrier Properties | PET offers good barrier properties against moisture and gases, while HDPE is more permeable. |
| Cost | Production cost ranges from $0.05 to $0.20 per jar, depending on size and material. |
| Environmental Impact | Requires 1.5-2.5 MJ of energy per kilogram of PET produced, with CO2 emissions of 1.5-2.0 kg per kg of PET. |
| Global Production | Over 500 billion plastic jars are produced annually worldwide. |
| Regulatory Compliance | Must meet FDA (U.S.) and EU food safety standards for containers in contact with food. |
Explore related products

$18.99 $21.99





What You'll Learn
- Material Selection: Choosing PET or HDPE for durability, clarity, and food safety compliance
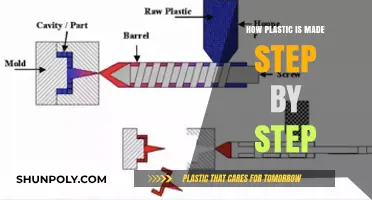
- Injection Molding: Heating plastic, injecting into molds, cooling to form jar shapes
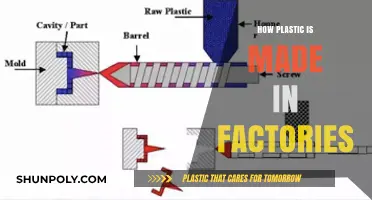
- Blow Molding: Expanding heated plastic parisons into hollow jar forms using air pressure
- Quality Control: Inspecting jars for defects, ensuring thickness, and sealing integrity
- Finishing Processes: Adding threads, labels, and caps for functionality and branding
![]()
Material Selection: Choosing PET or HDPE for durability, clarity, and food safety compliance
PET and HDPE dominate the plastic jar market, each offering distinct advantages for packaging applications. PET (polyethylene terephthalate) boasts exceptional clarity, rivaling glass in its ability to showcase the contents within. This transparency is crucial for products where visual appeal is paramount, such as colorful candies, gourmet spices, or premium personal care items. HDPE (high-density polyethylene), while less transparent, excels in impact resistance and stiffness, making it ideal for jars that need to withstand rough handling during shipping and storage.
HDPE's opacity can be advantageous for light-sensitive products, shielding them from degradation.
The choice between PET and HDPE hinges on the specific demands of the product and its intended use. For food packaging, both materials are generally recognized as safe (GRAS) by the FDA, but considerations extend beyond basic safety. PET's excellent barrier properties against moisture and oxygen make it suitable for dry goods like nuts, cereals, and powdered mixes. HDPE, with its higher chemical resistance, is often preferred for products containing oils, acids, or alcohols, such as salad dressings, sauces, and household cleaners.
The thickness of the jar walls also plays a role in durability. Thicker walls increase strength but can compromise clarity in PET and add weight to HDPE jars.
While both materials are recyclable, PET currently enjoys a more established recycling infrastructure. Consumers are more likely to encounter PET recycling bins than HDPE ones, potentially influencing brand image and consumer perception. However, HDPE's recyclability is steadily improving, and its lower production energy requirements compared to PET present an environmental advantage.
Ultimately, the decision between PET and HDPE requires a careful evaluation of the product's specific needs, considering factors like clarity, durability, chemical compatibility, and sustainability goals.
Is Gum Made of Plastic? Unraveling the Ingredients and Myths
You may want to see also
Explore related products






![]()
Injection Molding: Heating plastic, injecting into molds, cooling to form jar shapes
Injection molding is a cornerstone of plastic jar manufacturing, transforming raw materials into functional, durable containers with precision and efficiency. The process begins with heating plastic pellets to a molten state, typically between 350°F and 550°F (177°C to 288°C), depending on the polymer type. Polyethylene (PE) and polypropylene (PP) are commonly used due to their balance of flexibility and strength, ideal for jar applications. This heating stage is critical; insufficient heat results in incomplete melting, while excessive heat can degrade the material, compromising the jar’s integrity.
Once melted, the plastic is injected under high pressure into a mold cavity designed to the exact specifications of the jar. The injection phase demands precision—pressure ranges from 10,000 to 30,000 psi—to ensure the material fills every detail of the mold, including threads and labels. Molds are often made from hardened steel or aluminum, capable of withstanding thousands of cycles without warping. The speed of injection is equally vital; too slow, and the plastic may solidify prematurely; too fast, and air pockets can form, weakening the structure.
Cooling is where the jar takes shape. The mold is maintained at a temperature between 100°F and 200°F (38°C to 93°C) to solidify the plastic without causing shrinkage or distortion. This phase typically lasts 10 to 30 seconds, depending on the jar’s size and wall thickness. Rapid cooling can lead to brittleness, while slow cooling increases production time and costs. Once cooled, the mold opens, and the jar is ejected, ready for quality checks and finishing processes like threading or labeling.
Comparatively, injection molding outpaces alternatives like blow molding or extrusion in terms of detail and consistency, making it ideal for jars requiring tight tolerances, such as those used in food or pharmaceutical packaging. However, it’s not without challenges. The initial cost of molds and machinery is high, and cycle times, though fast, are longer than some high-volume methods. For manufacturers, the trade-off lies in the ability to produce complex shapes with minimal material waste, ensuring both functionality and sustainability.
Practical tips for optimizing injection molding include pre-drying plastic pellets to remove moisture, which can cause defects, and regularly maintaining molds to prevent wear. Additionally, using simulation software to predict flow and cooling patterns can reduce trial-and-error cycles. For small-scale producers, investing in modular molds that allow for design changes without replacing the entire setup can significantly cut costs. Ultimately, injection molding’s versatility and precision make it the go-to method for crafting plastic jars that meet both industry standards and consumer expectations.
Understanding Plastic Conduit: Materials, Composition, and Manufacturing Process
You may want to see also
Explore related products






![]()
Blow Molding: Expanding heated plastic parisons into hollow jar forms using air pressure
Blow molding is a transformative process that turns heated plastic parisons into hollow jar forms using air pressure. Imagine a soft, pliable tube of plastic, warmed to its ideal molding temperature, being inflated like a balloon inside a mold cavity. This method is not only efficient but also highly versatile, capable of producing jars of various sizes and shapes, from small condiment containers to large storage vessels. The key lies in the precise control of temperature and pressure, ensuring the plastic conforms perfectly to the mold’s contours without thinning or tearing.
To begin the blow molding process, a plastic parison—a hollow tube of molten plastic—is extruded or injection-molded and then clamped into a split mold. The parison must be heated to a specific temperature range, typically between 350°F and 450°F (177°C to 232°C), depending on the plastic type. For example, polyethylene terephthalate (PET) requires lower temperatures compared to high-density polyethylene (HDPE). Once the parison is in place, compressed air is injected at a controlled rate, usually 50 to 150 psi, to expand the plastic against the mold walls. This step demands precision: too much air pressure can cause the plastic to rupture, while too little results in incomplete shaping.
One of the most compelling advantages of blow molding is its ability to produce lightweight yet durable jars with minimal material waste. The process is particularly well-suited for creating containers with uniform wall thickness, a critical factor for applications requiring structural integrity, such as food packaging. For instance, a 16-ounce PET jar can be produced with walls as thin as 0.02 inches, reducing material costs while maintaining strength. However, achieving this balance requires careful calibration of the cooling phase, as uneven cooling can lead to warping or stress points in the final product.
Practical tips for optimizing blow molding include preheating the mold to prevent the plastic from sticking and using a multi-stage blowing process to control wall thickness. For manufacturers, investing in advanced temperature and pressure monitoring systems can significantly reduce defects and improve yield rates. Additionally, selecting the right plastic resin is crucial; for example, polypropylene (PP) offers excellent chemical resistance, making it ideal for jars storing cleaning products, while PET is preferred for its clarity and recyclability in food packaging.
In conclusion, blow molding is a sophisticated yet accessible technique for creating hollow plastic jars. Its efficiency, versatility, and ability to minimize material waste make it a cornerstone of modern packaging manufacturing. By mastering the nuances of temperature, pressure, and material selection, producers can consistently deliver high-quality jars tailored to specific applications. Whether for small-scale production or large industrial runs, blow molding remains a reliable method for transforming heated parisons into functional, durable containers.
Understanding ATV Plastic Composition: Materials, Durability, and Manufacturing Process
You may want to see also
Explore related products






![]()
Quality Control: Inspecting jars for defects, ensuring thickness, and sealing integrity
Plastic jars, once molded and cooled, enter a critical phase: quality control. Here, the focus shifts from creation to scrutiny, ensuring each jar meets stringent standards for safety and functionality. Inspectors employ a multi-pronged approach, combining visual examination, dimensional measurements, and functional tests to identify defects, verify wall thickness, and guarantee sealing integrity.
High-speed cameras and trained eyes scan for imperfections like flashes (excess material), sink marks, or air bubbles. These flaws, though sometimes subtle, can compromise structural integrity or aesthetics. Calipers and laser micrometers precisely measure wall thickness at multiple points, ensuring uniformity and adherence to specifications. Even a slight deviation can affect durability and sealing performance.
The sealing integrity test is arguably the most crucial. Jars are subjected to vacuum or pressure tests, simulating real-world conditions. This reveals leaks, weak seals, or improper lid alignment. Advanced techniques like dye penetration testing can further pinpoint microscopic defects invisible to the naked eye.
Reject rates, typically below 2%, are closely monitored. Defective jars are either recycled back into the production process or, if irreparable, responsibly disposed of. This rigorous quality control ensures that only jars meeting the highest standards reach consumers, safeguarding product freshness, preventing leaks, and upholding brand reputation.
Flat Screen TVs: Glass or Plastic? Unveiling the Screen Material Mystery
You may want to see also
Explore related products






![]()
Finishing Processes: Adding threads, labels, and caps for functionality and branding
Threads, labels, and caps are the unsung heroes of plastic jar manufacturing, transforming a simple container into a functional, branded product. These finishing processes are where practicality meets aesthetics, ensuring the jar not only holds its contents securely but also communicates its purpose and origin effectively.
Consider the threading process, a critical step that demands precision. Threads are molded directly into the jar’s neck during injection molding or added post-production through a secondary operation. The thread pitch—the distance between threads—must align perfectly with the cap’s design to ensure an airtight seal. For example, a 70mm thread diameter with a 400 pitch is commonly used for wide-mouth jars, while narrower necks might use a 38mm diameter with a 400 pitch. Incompatible threading can lead to leaks, spoilage, or customer frustration, making this step a non-negotiable quality checkpoint.
Labels, meanwhile, serve as the jar’s silent salesperson. Whether printed directly onto the jar (in-mold labeling) or applied post-production, labels must withstand environmental factors like moisture, UV light, and temperature fluctuations. For instance, pressure-sensitive labels are ideal for products stored at room temperature, while shrink-sleeve labels offer 360-degree branding and durability for items exposed to harsher conditions. The choice of adhesive, material (e.g., polypropylene or polyester), and printing technique (e.g., flexography or digital printing) can significantly impact both cost and longevity.
Caps are the final touch, balancing functionality with user experience. From child-resistant closures for pharmaceuticals to tamper-evident seals for food products, the cap’s design must align with the jar’s intended use. For example, a foam liner inside a screw cap enhances sealing for dry goods, while a flip-top cap offers convenience for frequent-use products. Material selection is equally crucial: polypropylene caps are lightweight and cost-effective, while polyethylene terephthalate (PET) provides better chemical resistance for harsher contents.
In practice, these finishing processes require careful coordination. For instance, threading and capping operations must be synchronized to avoid misalignment, while label application should occur after the jar has cooled to prevent warping. Brands should also consider sustainability: opting for recyclable materials, minimizing ink usage, and designing caps for easy separation during recycling can reduce environmental impact without compromising functionality.
Ultimately, the finishing processes of adding threads, labels, and caps are where a plastic jar’s utility and identity converge. Done right, they elevate the product from a mere container to a trusted, recognizable vessel that meets both consumer needs and brand standards.
PET Plastic Products: Everyday Items Made from Recycled Materials
You may want to see also
Frequently asked questions
Plastic jars are typically made from materials like polyethylene terephthalate (PET), high-density polyethylene (HDPE), polypropylene (PP), or polystyrene (PS), depending on the intended use and required properties.
Plastic jars are primarily manufactured using processes such as injection molding, blow molding, or extrusion blow molding. The chosen method depends on the jar’s size, shape, and material.
Molds are crucial in shaping plastic jars. Molten plastic or heated preforms are injected or blown into a mold cavity, which determines the jar’s final shape, size, and details like threads or labels.
Yes, many plastic jars are recyclable, especially those made from PET and HDPE. However, recyclability depends on local recycling facilities and the jar’s material type, often indicated by a resin identification code.
Plastic jars are made airtight by incorporating features like threaded necks, snap-on lids, or gasket seals during the molding process. These designs ensure a tight fit, preventing air or moisture from entering.