Plastic extrusion is a popular production technique used in several sectors, including the plastics industry. It involves pushing a material through a die to create a continuous profile with the correct form. However, plastic extrusion may sometimes result in flaws that impair the end product's functioning and quality. One such flaw is bowing, which refers to the bending or distortion of the extruded product, causing it to deviate from its intended straight or flat profile. Bowing can be caused by uneven cooling rates, rapid cooling, incorrect die design, inconsistent cooling systems, and internal tensions in the material due to previous processing or molecular orientation. To prevent bowing, it is crucial to maintain uniform heating and cooling throughout the process, use high-quality dies designed for uniform flow distribution, and carefully control the cooling speed to prevent misshapen products.
| Characteristics | Values |
|---|---|
| Causes of bowing | Uneven cooling rates, temperature fluctuations, non-uniform cooling, internal tensions, inherent stresses in the material, previous processing, molecular orientation, material impurities, rapid cooling, high extrusion speed, temperature differences between printed layers, shrinkage and expansion, large layer heights, uneven curing, thermal expansion and contraction, ambient temperature, humidity, machine operators, fabrication personnel |
| Solutions | Regulated cooling systems, water baths, air cooling, consistent cooling rates, optimize material selection, pre-processing, annealing, uniform heating and cooling, adjust extrusion speed, regular equipment checks, calibration, heated build plate, build plate temperature, regulated build-volume temperature, closed enclosure, vacuum sizing, uniform wall thickness, tooling, specialized processes, quality control measures |
Explore related products






What You'll Learn
![]()
Inconsistent cooling rates
When one side of the product cools faster than the other, it can result in varying thicknesses and curvature. This is known as non-uniform cooling and can cause one side to contract faster, leading to a significant curvature over a long product. For example, a curvature of up to 15 degrees over a meter-long product.
To prevent bowing due to inconsistent cooling rates, it is essential to use regulated cooling systems that provide consistent cooling rates. Water baths and air cooling are commonly used methods to achieve uniform cooling. Additionally, maintaining a consistent temperature profile throughout the extrusion process is crucial. This includes ensuring uniform heating and cooling to prevent rapid cooling, which can cause material contraction at different rates.
Furthermore, addressing flow instabilities is important. Inconsistent flow rates or patterns of the material during extrusion can contribute to bowing. Varying viscosities in the material can lead to uneven flow, affecting cooling rates and ultimately causing bowing.
Optimizing material selection and pre-processing stages, such as annealing, can help reduce residual stresses and prevent deformation during extrusion, minimizing the likelihood of bowing due to inconsistent cooling rates.
Identifying Plastic: Do All Plastics Have Numbers in Triangles?
You may want to see also
Explore related products




![]()
High internal tensions
Bowing is a common defect in plastic extrusion, where the extruded product bends or deviates from its intended straight or flat profile. One of the main causes of bowing is high internal tensions in the material.
To prevent bowing due to high internal tensions, it is crucial to implement regulated cooling systems that provide consistent cooling rates. Water baths or air cooling can be used to achieve uniform cooling and reduce the possibility of warping. Additionally, optimizing material selection and pre-processing stages, such as annealing, can help reduce residual stresses and prevent deformation during extrusion.
Furthermore, maintaining uniform wall thickness can help regulate the flow of plastic and minimize distortions such as bowing and twisting. Avoiding hollows, if possible, can also reduce the occurrence of bowing, as hollow walls are more difficult to cool evenly.
By carefully controlling the cooling process and minimizing internal stresses, manufacturers can effectively reduce the occurrence of bowing due to high internal tensions in plastic extrusion.
Why You Need Plastic on Mower Decks
You may want to see also
Explore related products


![]()
Incorrect die design
Bowing is a common defect in plastic extrusion, referring to the bending or distortion of the extruded product, causing it to deviate from its intended straight or flat profile. One of the main causes of bowing is incorrect die design.
The die design plays a crucial role in achieving a consistent material flow and uniform cooling of the extruded plastic. An improperly designed die can lead to variations in wall thickness, making it challenging to regulate the flow of plastic. This can result in inconsistencies in shrinkage and distortions such as bowing and twisting. To prevent this, it is essential to optimize the die design to ensure uniform flow distribution and minimize high shear regions.
One way to improve the die design is by using high-quality dies specifically designed for uniform flow. This helps to maintain a consistent material flow, reducing the likelihood of distortions. Additionally, modifying the screw and die designs can help minimize high shear areas, which can cause material to stick and slip on the die walls. This modification can lead to a smoother extrusion process and reduce the chances of bowing.
Another factor to consider is the thickness of the melt. An insufficiently thick melt can contribute to bowing. By ensuring an adequate melt thickness, the risk of distortions is reduced. This can be achieved by adjusting processing conditions, such as lowering the screw speed and optimizing the melt temperature.
Furthermore, the die design should also take into account the complexity of the design and the process conditions. Any changes in these factors can impact the tolerances of the finished part. For example, variations in ambient temperature or humidity can affect warpage. Thus, it is crucial to control and maintain consistent process conditions to mitigate the risk of bowing caused by incorrect die design.
Acid-Free Plastic: Safe Storage with Plastic Totes
You may want to see also
Explore related products






![]()
Material impurities
Bowing in plastic extrusion can be caused by a variety of factors related to material impurities. One key factor is the presence of excessive moisture in the material, which can create steam during the extrusion process, leading to streaks and other surface defects. This can be mitigated by pre-drying materials to reduce moisture content below 0.02%.
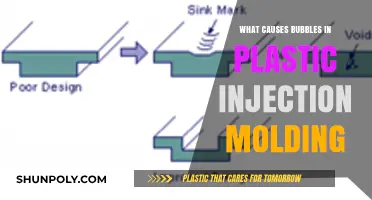
Another issue caused by material impurities is the presence of low molecular weight components or contaminants that vaporize during extrusion. This can lead to the release of gaseous byproducts, causing voids or air bubbles in the final product. These air pockets or bubbles can weaken the structure and compromise the product's structural integrity and overall appearance. To address this, stringent material quality checks should be implemented to ensure purity.
In addition, impurities or unmelted material can build up and block the regular flow of plastic material through the extruder, causing it to stop working. Regular preventative maintenance is crucial to address this issue, including the inspection and cleaning of the extruder to remove impurities or unmelted material in a timely manner.
Furthermore, the presence of impurities can affect the cooling process, leading to inconsistent cooling rates and warping or bowing of the extruded product. This can be addressed by implementing consistent and carefully controlled cooling systems, as well as a suitable post-extrusion cooling process, to maintain the required shape of the plastic product.
Additionally, material impurities can cause uneven material flow, resulting in thicker sections and dimensional inconsistencies. To mitigate this issue, it is important to maintain a uniform flow distribution and a consistent temperature profile throughout the extrusion process.
Plastic Bowls: Are They Non-Reactive?
You may want to see also
Explore related products





![]()
Temperature differences
Uneven cooling rates can cause one side of the product to contract faster than the other, resulting in curvature. This can be prevented by using regulated cooling systems, such as water baths or air cooling, to provide consistent cooling rates. It is important to implement consistent and carefully controlled cooling systems, as well as a suitable post-extrusion cooling process, to maintain the required shape of the plastic product.
In addition, the degree of contraction, or the shrink rate, has a significant impact on tolerance control. Rigid materials such as PVC will generally have a lower shrink rate and maintain tighter tolerances than flexible materials such as TPE. To improve tolerances, it is recommended to make the wall thickness as uniform as possible, as variations in wall thickness can result in inconsistencies in shrinkage and distortions such as bowing and twisting.
Bicycle Cards: Paper or Plastic?
You may want to see also
Frequently asked questions
Bowing is a distortion or bending of the extruded plastic product, causing it to deviate from its intended straight or flat profile.
Bowing can be caused by uneven cooling rates, which can lead to a curvature of up to 15 degrees over a meter-long product. It can also be caused by internal stresses in the material due to previous processing or molecular orientation, and mismatches in material formulations, leading to internal tensions when cooled.
To prevent bowing, regulated cooling systems such as water baths or air cooling should be used to provide consistent cooling rates. Residual stresses and internal tensions can be reduced by optimizing material selection and pre-processing stages like annealing.