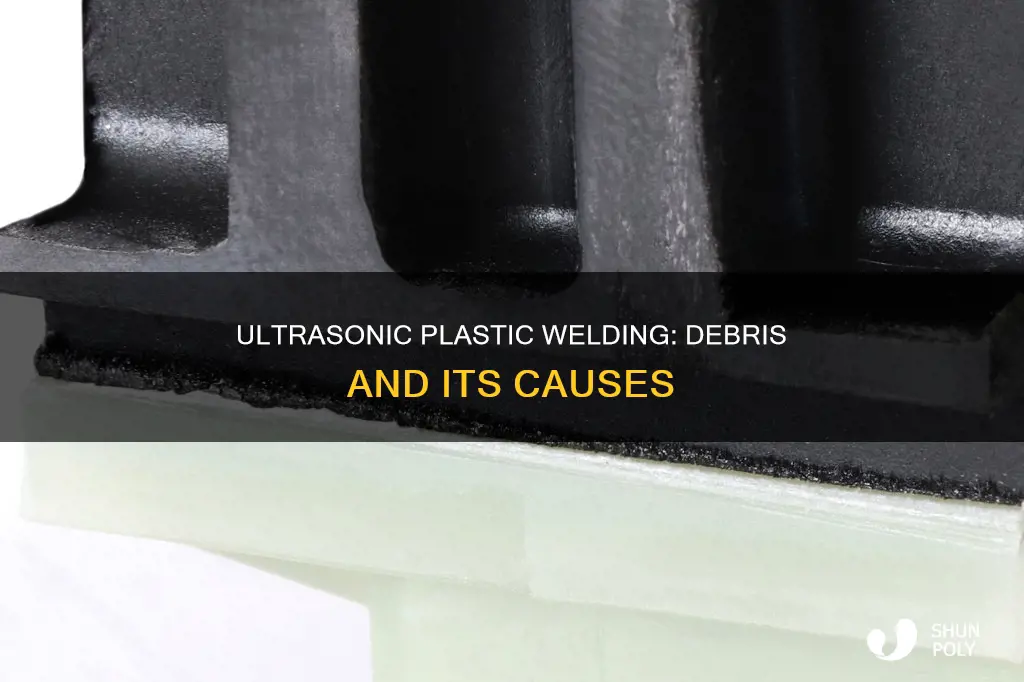
Ultrasonic welding is an industrial process that uses high-frequency ultrasonic acoustic vibrations to create solid-state welds. It is commonly used for plastics and metals, especially when joining dissimilar materials. The process is fast, cost-effective, and reliable, but as with any manufacturing technique, there are some common difficulties. One such issue is the formation of debris around the welding areas, which can occur due to friction and the use of brittle materials with complex joint geometries. This paragraph introduces the topic of what causes debris from ultrasonic welding of plastics, highlighting the advantages and potential challenges of this technique.
Explore related products






What You'll Learn
![]()
Friction and melting points
Ultrasonic welding is a widely used industrial process that employs high-frequency acoustic vibrations to create solid-state welds. This technique is commonly applied to plastics and metals, particularly when joining dissimilar materials. The process involves applying pressure and energy to the materials being joined, causing them to melt and fuse together.
The friction that occurs during ultrasonic welding is a key factor in debris formation. When two plastic parts are sandwiched between an anvil and a sonotrode (horn), high-speed vibrations generate frictional heat. This heat is concentrated in a small region, known as the "energy director," which results in a rapid increase in local temperature. The melting point, or glass transition temperature (Tg), of the plastic plays a critical role in this process.
Plastics with lower melting points tend to produce less debris during ultrasonic welding. Materials that are less brittle and have lower melting points, such as thermoplastic materials with an amorphous structure, often generate little to no debris. Polyphenylene oxide (PPO) and acrylonitrile butadiene styrene (ABS) are among the easiest plastics to weld ultrasonically due to their gradual softening over a temperature range. On the other hand, brittle materials with complex joint geometries and lower melting points are more prone to producing debris or flash during the welding process.
In addition to the melting point, the design of the joint and the energy director is crucial in minimizing debris formation. An energy director is a raised region with a triangular cross-section that concentrates energy and friction in a small area. By incorporating an energy director into the weld design, the local temperature rises quickly, initiating the melting process. However, sub-optimal joint designs, such as inconsistent energy director heights or shear joint widths, can lead to uneven weld strengths and potential debris formation.
Furthermore, the texture of the surface being welded can impact debris creation. When the sonotrode comes into contact with a textured surface, the ultrasonic energy concentrates on the small contact surfaces, increasing the likelihood of melting. This melting can result in the formation of debris around the welding area. To mitigate this issue, a film can be placed between the sonotrode and the part as a buffer.
Understanding the relationship between friction, melting points, and joint design is essential for optimizing ultrasonic welding processes and minimizing debris formation. By considering the characteristics of the materials being welded and implementing appropriate design considerations, the occurrence of debris can be effectively managed.
Marlin XT-22: Plastic Trigger Guard?
You may want to see also
Explore related products




![KOTTO Strong Suction Smoke Absorber for Soldering, Welding, 3D Printing - Extractor with Carbon or HEPA Filter [Updated, Hose Pre-Attached]](https://m.media-amazon.com/images/I/81Ld1DRNm1L._AC_UL320_.jpg)

![]()
Joint design
The butt joint with an energy director is the most common joint design used in ultrasonic welding. It has a small triangular-shaped ridge moulded into one of the mating surfaces, limiting initial contact to a very small area and focusing the ultrasonic energy at the apex of the triangle. During welding, the ridge melts, causing the plastic to flow through the joint and bond the parts together. This design is used with almost all sonic welding plastic part designs, except for semi-crystalline materials, which have a narrow glass transition temperature range and quickly turn liquid.
The step or tongue and groove joints are useful for aligning parts before welding. Tongue and groove joints can also help prevent non-conforming welds due to material incompatibility, which can lead to potential mechanical failure.
Shear joints are formed by pushing the sidewalls of opposing parts together. One surface is flat, while the other has a triangular shape. Keeping the triangle point sharp maximises energy transfer. These joints are used for semi-crystalline materials, which have a narrow glass transition temperature range.
To ensure consistent weld strength, it is important to maintain the same energy director height or shear joint width throughout the part. Additionally, it is crucial to avoid voids in the part design between the horn contact surface and the joint, as ultrasonic energy cannot travel through the air.
Bed Bugs and Plastic Hangers: What's the Deal?
You may want to see also
Explore related products






![]()
Surface damage and fracturing
The correct fit between the sonotrode and the part is crucial. If the part is contoured, the sonotrode should closely match this contour. If the fit is incorrect, the sonotrode can squeeze the part, causing marking and gouging. The edges of sonotrodes can also leave witness marks on the part surface. To prevent this, the horn edges can be given a generous radius and polished to match the part.
The texture of the surface being welded is another factor that can lead to surface damage. If the sonotrode is in contact with a textured surface, the ultrasonic energy will concentrate at the small contact surfaces, causing the texture to melt. To prevent this, a film can be placed between the sonotrode and the part as a buffer.
"Diaphragming" is another phenomenon that can cause surface damage. This occurs when the part being welded acts like a diaphragm, moving inwards and outwards as vibrations travel through it. This cyclical strain causes internal heating, resulting in a burn mark in the middle of the part. Diaphragming is more likely to occur in thin parts.
Additionally, damage to the part surface can be caused by the cavitation of air trapped between the sonotrode and the part.
Cleaning Combs: Degreasing Plastic with Easy Steps
You may want to see also
Explore related products






![]()
Gouging and marking
The edges of sonotrodes can also leave witness marks on the welded part. This can be prevented by ensuring the contour of the sonotrode matches the contour of the part. If the sonotrode is being used to contact a textured surface, that texture could melt during welding. This is because ultrasonic energy concentrates at small contact surfaces, and a textured surface provides just that. To prevent this, place a film between the sonotrode and the part as a buffer.
Burning can also cause marking. Ultrasonic vibrations can cause the welded part to act like a diaphragm, bowing inwards and outwards as vibrations travel through it. This cyclical strain can lead to internal heating, resulting in a burn mark in the middle of the part. This phenomenon, often called "diaphragming," is more likely to occur if the welded part is thin. Damage to the part surface can also be caused by cavitation of the air trapped between the sonotrode and the part.
Remaking Molded Plastic Panels: A DIY Guide
You may want to see also
Explore related products





![]()
Material type
The material type is a critical factor in ultrasonic welding, which is widely used for joining plastics and metals, especially dissimilar materials. It is important to understand the characteristics of the materials being welded to achieve optimal results.
Ultrasonic welding is commonly used for thermoplastic materials, which have a unique "glass transition temperature" or Tg, where they soften gradually over a temperature range. Among thermoplastics, polyphenylene oxide (PPO) and acrylonitrile butadiene styrene (ABS) are the easiest to weld due to their amorphous structure. On the other hand, semi-crystalline plastics like polyvinyl chloride (PVC), cellulose acetate (CA/B/P), and polyolefin materials are more challenging to weld because they tend to rapidly transition to a liquid state. These semi-crystalline plastics can generally only be welded to themselves, requiring special considerations for dissimilar materials.
The weldability of dissimilar thermoplastic materials depends on factors such as Tg, chemical compatibility, and melt flow index (MFI). Additionally, the percentage and type of fillers used in parts can impact the success of the welding process. For instance, fillers can accumulate at the weld joint, reducing weld strength. Reground material should also be limited to prevent parts from deviating from specifications.
The use of textured surfaces should be approached with caution as the concentration of ultrasonic energy at small contact surfaces can cause melting. Similarly, thin parts may experience "diaphragming," where cyclical strain from ultrasonic vibrations causes internal heating and burn marks.
Ultrasonic welding is versatile, accommodating both hard and soft plastics. It is even effective for semicrystalline plastics and metals, where welding occurs through high-pressure dispersion of surface oxides and local motion of materials without reaching their melting points. This versatility makes ultrasonic welding a preferred method in various industries, including food packaging, automotive, and electronics.
Protecting Your Garden: Plastic Sheeting Pros and Cons
You may want to see also
Frequently asked questions
Ultrasonic welding is an industrial process that uses high-frequency ultrasonic acoustic vibrations to create solid-state welds. It is commonly used for plastics and metals, and especially for joining dissimilar materials.
Due to the friction during the ultrasonic welding process, debris can sometimes form around the welding areas. Materials that are less brittle and have lower melting points often produce little to no debris. Parts made of brittle materials with complex joint geometries can produce debris or flash.
Some other common issues with ultrasonic welding include surface damage, fracturing of features, sub-optimal joint designs, and mould wear.































