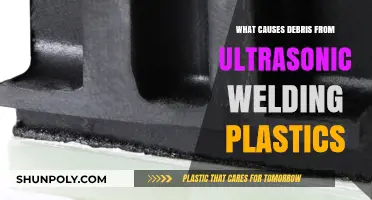
Injection molding sink marks are a common issue in the manufacturing process, causing both technical and aesthetic problems. These defects are caused by various factors, including the thickness of the molded part, the temperature of the resin, and the pressure and time taken for the process. The thicker sections of molded parts take longer to cool, leading to thermal contraction and resulting in sink marks. Additionally, improper holding pressure and insufficient time can cause these marks. The size and number of gates used for injecting molten plastic also play a role in preventing sink marks. To resolve these issues, manufacturers can adjust the temperature, pressure, and packing time, as well as incorporate design changes to balance rib and wall thickness.
| Characteristics | Values |
|---|---|
| Cause of sink marks | Differential rates of cooling in thicker sections of plastic |
| Occurrence of sink marks | Depressions in the thicker sections of plastic parts |
| Prevention methods | Adjusting the melting resin temperature within the manufacturer's recommended range |
| Increasing the pack and hold pressure | |
| Increasing the pack and hold time | |
| Reducing wall thickness | |
| Creating a balance between rib and wall thickness | |
| Incorporating a gradual slope at the rib base | |
| Manipulating process conditions | |
| Packing pressure and time adjustments | |
| Material-displacement method | |
| Heat-removal technique |
Explore related products





What You'll Learn
![]()
Low temperature of the plastic resin
Sink marks are a type of defect that occurs during the injection moulding process. They are caused by uneven cooling of the molten resins, resulting in depressions or shrinkage in the thicker sections of the plastic part. This happens when the outer portion of the plastic part that is in contact with the mould cools faster than the inner portion. As the molecules in the thicker sections begin to cool and contract, they pull in on themselves, creating a defect known as a "sink mark".
One of the main causes of sink marks is the low temperature of the plastic resin. When the temperature of the resin is too low, it can lead to thermal contraction and high volumetric shrinkage. This results in the formation of sink marks as the molecules pull in on themselves during the cooling process. To prevent this issue, it is crucial to apply the optimum melting temperature of the plastic resin. The temperature range of the melting resin should be adjusted before injecting the molten plastic into the mould. By ensuring that the resin is within the manufacturer's recommended temperature range, typically between 80°C to 120°C, sink marks caused by low resin temperature can be avoided.
Additionally, it is important to consider the impact of pressure and holding time on sink marks. Insufficient holding pressure and short packing and cooling times can contribute to the formation of sink marks. By increasing the holding pressure and ensuring adequate cooling time, the plastic can be evenly distributed, reducing the occurrence of sink marks. Proper sealing of the part gate is also crucial to prevent the entry and exit of plastic resin from the mould cavity.
Furthermore, the design of the plastic part plays a significant role in preventing sink marks. Non-uniform wall thickness, especially in thicker sections, can lead to uneven cooling and shrinkage. By reducing the thickness of thick wall sections and creating a balance between rib and wall thickness, sink marks can be minimised. Injection moulders can provide feedback on part design and make necessary adjustments to optimise the process and minimise defects.
In summary, sink marks in plastics are often caused by a combination of low resin temperature, insufficient pressure, short cooling times, and improper part design. By optimising the melting temperature of the resin, ensuring adequate pressure and cooling time, and designing parts with uniform wall thickness, the occurrence of sink marks can be significantly reduced.
A Guide to Installing Fiberglass Reinforced Plastic Panels
You may want to see also
Explore related products






![]()
Low pack and hold time
Sink marks are a type of defect that occurs in the injection moulding process. They are typically found in thicker sections of plastic parts, which contain more plastic and therefore take longer to cool. As the outer portion of the plastic cools faster than the internal portion, the molecules in the thicker sections begin to contract and pull in on themselves, resulting in a defect known as a sink mark.
One of the factors that can cause sink marks is low pack and hold time, also known as short packing and cooling time. During the injection moulding process, it is crucial to ensure that the plastic resin solidifies and the gate is sealed properly before removing the product from the mould. If the pack and hold time is too short, the plastic resin may not have sufficient time to solidify, allowing it to exit the mould cavity. This movement of resin can lead to shrinkage and the formation of sink marks.
To prevent sink marks caused by low pack and hold time, it is necessary to prolong this duration. By increasing the hold time, we allow for more adequate and even cooling of the plastic. This extended hold time ensures that the gate, which is the opening through which plastic enters or exits the mould cavity, has enough time to solidify and seal completely. As a result, the plastic resin cannot exit the cavity, and we can prevent the shrinkage that leads to sink marks.
The ideal pack and hold time will vary depending on factors such as the specific resin used and the thickness of the plastic part. However, it is generally recommended to hold the mould long enough for the gate to solidify completely. This critical step ensures that the plastic resin remains in the cavity and helps maintain the shape and integrity of the final product.
Additionally, it is worth noting that addressing low pack and hold time is just one aspect of mitigating sink marks. Other factors, such as resin temperature, holding pressure, injection speed, and wall thickness, also play a significant role in preventing these defects. By optimising these variables in conjunction with increasing the pack and hold time, manufacturers can effectively minimise the occurrence of sink marks in their injection-moulded plastic products.
Polishing Plastic Sunglass Lenses: Easy Steps to Shine & Protect
You may want to see also
Explore related products






![]()
Thickness of the part injected
Sink marks are a common issue in plastic injection moulding, often indicating underlying issues with the mould and polymers of the product. They are caused by a combination of a part of the mould being too thick and the uneven cooling of the polymer in that section.
When a plastic part has a variation in wall thickness, the mould will almost always be cooler than the plastic. As the mould fills, the plastic has less room to move, and it then cools and solidifies. However, in areas with wider spaces, the plastic remains molten for longer, allowing it to cool at different rates based on thickness. This is known as thermal contraction.
The thicker sections of the mould contain more plastic and will naturally take longer to cool. As the outer portion of the plastic part in contact with the mould cools faster than the internal portion, the molecules in the thicker sections begin to contract and pull in on themselves, leaving a defect known as a sink mark. This is essentially due to high volumetric shrinkage.
To prevent sink marks, it is important to ensure that the mould cavity pressure is within the appropriate range, typically between 8000-15,000 psi (550-1030 bar). The pack and hold time should also be set long enough to ensure the sealing of the part gate, preventing the entry and exit of plastic resin from the mould cavity. Additionally, the temperature range of the melting resin should be adjusted before injecting the molten plastic into the mould.
Stringing Easter Eggs: Creative Ways to Connect Plastic Eggs
You may want to see also
Explore related products






![]()
Differential rates of cooling
Sink marks are a common issue in injection molding, occurring in thicker sections of molded parts. This happens because thicker sections contain more plastic and thus take longer to cool. As a result, the outer portion of the plastic that is in contact with the mold cools faster than the inner portion, leading to thermal contraction and the formation of sink marks.
To prevent sink marks caused by differential rates of cooling, it is crucial to ensure even and adequate cooling throughout the plastic part. This can be achieved by maintaining the optimal temperature of the mold. During the design phase, engineers should consider the placement of cooling channels to facilitate even cooling. The use of cooling water or metals with high heat conductivity can aid in achieving this.
Additionally, the cooling time should be carefully considered. Allowing sufficient time for the plastic to cool properly is essential. The cooling rate should be monitored and measured to ensure even cooling on all sides of the part. The part should remain in the mold until it holds its shape and can be removed without causing damage. Removing the part too early can lead to warping or weakening of the plastic.
Another factor to consider is the thickness of the plastic part. Reducing the thickness of wall sections can help prevent sink marks. This can be done by adjusting the design of the part or incorporating a gradual slope at the rib base. By minimizing the thickness, the plastic cools more evenly, reducing the likelihood of sink marks.
Furthermore, optimizing the melting temperature of the plastic resin is crucial. A low temperature can prolong the cooling time, increasing the risk of sink marks. By ensuring the resin is within the recommended temperature range before injecting it into the mold, the cooling process can be more effectively controlled.
Clorox Wipes: Plastic Seal or No?
You may want to see also
Explore related products





![]()
Poor tooling design
To prevent sink marks, tooling design must ensure uniform wall thickness throughout the plastic design. Molten plastic, like other liquids, flows freely through thicker regions than thinner sections, causing imbalanced filling of cavities and uneven cooling. This can be avoided by maintaining a wall thickness between 0.5mm and 5mm, suitable for the individual part.
Additionally, tooling design should aim for a balance between rib and wall thickness. Increasing the height of the rib to the thickness of the wall can lead to an increase in defects. Sink marks can be minimised by incorporating a gradual slope at the rib base, ensuring a gradual rise in the molten material injected into the mould.
Incorrect part geometry in the mould design can also cause sink marks. For instance, screw bosses on the backside of a model's face can cause a sink on the opposite side of the wall. To prevent this, designers can reduce the thickness of the boss wall to 75% of the main wall's thickness.
Furthermore, tooling design should consider the melting temperature of the plastic resin. If the temperature is too low, it can cause sink marks due to uneven cooling. By adjusting the temperature range before injecting the molten plastic, sink marks can be avoided.
Plastic Discoloration: Why White Turns Yellow
You may want to see also
Frequently asked questions
Sink marks are shallow depressions on the surface of an injection-molded plastic part. They are caused by thicker wall sections, which take longer to cool.
Thicker sections contain more plastic. The outer portion of the plastic part that is in contact with the mold cools faster than the internal portion. As the molecules in the thicker sections begin to contract, they pull in on themselves, leaving a defect known as a sink mark.
There are several ways to prevent sink marks. You can increase the holding pressure, increase the holding time, or reduce the wall thickness. You can also adjust the temperature of the melting resin to be within the manufacturer's recommended range.
You can create a balance between rib and wall thickness and avoid increasing the height of the rib to the thickness of the wall. You can also incorporate a gradual 7-degree slope at the rib base.